

我们的球墨铸铁管离心球墨铸铁管质量检测视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:球墨铸铁管离心球墨铸铁管质量检测的图文介绍
健晖铸造有限公司主打商品 烟台莱阳K9球墨铸铁管以专业的技术、优良的信誉及满意的服务赢得全国各大城市广大零售和代理经销商客户的信任, 经过多年经验的积累,产品拥有着其稳定的性能和卓越的效果,同时得到了相关权威部门的认证,公司不断积j i研发新型产品,营造出各种优质、丰富的产品。公司以服务品质z u i优化,使顾客满意z u i大化。赢得广大消费者的信赖与追求,所有技术创新的基础是人才的聚集和培养,多年来我们坚持“以人为本”的经营宗旨,建立了求人,用人,育人,留人的人力资源开发机制,形成了良好的人力资源开发和管理体系,努力打造学习型的组织和富有战斗力的团队。经过了多年的研发与实践,积累了一整套完善的新的产品开发程序,提高了开发效率。



球墨铸铁管出现开裂倾向的原因在熔模铸造生产中遇到带有长窄槽的零件经常发生缺陷,造成零件报废缺陷产生机理分析根据经验分析,认为问题出在型壳上,于是对型壳进行解剖,发现几乎所有窄槽处型壳都有缝隙,即没有挂上砂。 渗碳体是铸铁合金组织中的高碳硬质相。含碳6.67%,硬度95~1050(HV)。渗碳体是碳原子和铁原子构成的间隙化合物。 在单元晶格中,每个碳原子被6个构成八面体的铁原子所包围,相邻的6个八面体共用个铁原子,因此,渗碳体中铁、碳原子比为3:1.渗碳体的化学式为Fe3C。渗碳体中的铁原子和碳原子均能被一些尺寸和化学性质相近的原子部分取代,即化合物中可溶入一些合金元素。 例如,碳化物形成元素铬、钼、、锰能溶入化合物。合金元素的质量分数超过一定限度后,化合物的晶体结构发生变化,形成合金碳化物,如(FeCr)C3球墨铸铁中的渗碳体包括初生渗碳体、共晶渗碳体、二次渗碳体。初生渗碳体是指在共晶反应之前由铁水中析出的渗碳体。 这种组织以游离状态存在.金相组织中的板条状物相。亚共晶成分球墨铁水以速度降温到奥氏相线温度,初生开始形核、生长。但在球墨管生产厂家实际生产中,由于凝固过冷现象,析出温度总是稍低于液相线温度,而且共晶成分和过共晶成分的铁水中也能在低于平衡温度下析出初生铁水中的氧化物、氮化物徼粒可能成为形核基质。 早形核部位是铁水温度的部位(通常是铁水与型壁部初生以枝晶方式生长,首先是在液相中出现一些八面体初生晶体,初生八面体锥顶部分由于结晶潜热优先与周围溶液对流,球墨管生产厂家使晶体中的。 是取自球墨铸铁件缩孔内表面的初生枝晶,显示出凝固体生长过程尚未结束时已形成的一次枝晶和二次枝晶。销售方式不同球墨铸铁管价格存在的差异不然,就会像农贸市场一样迅速衰退,衰变成一个电子化的农贸市场。



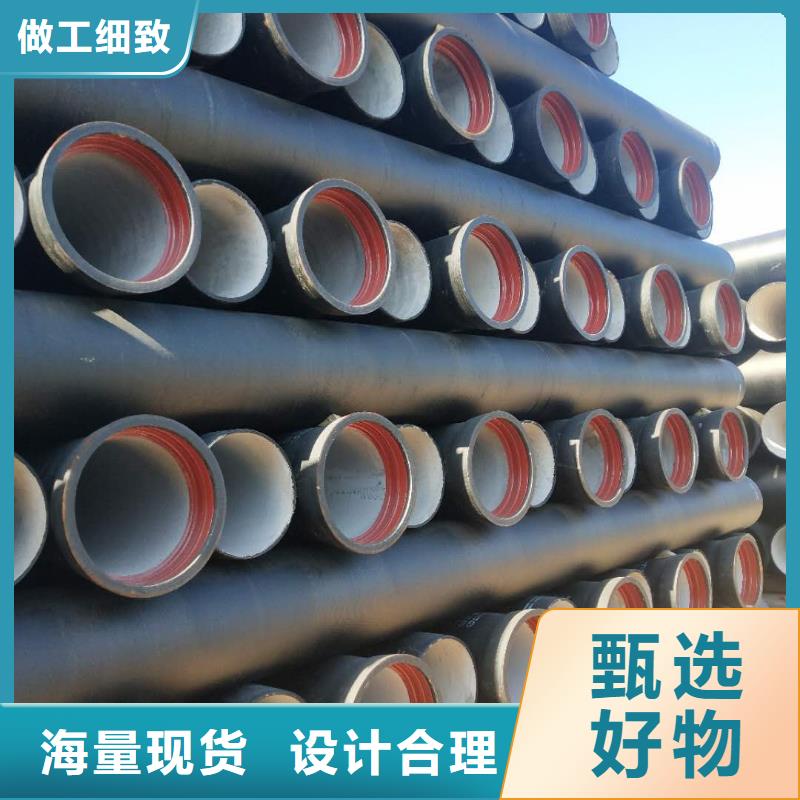
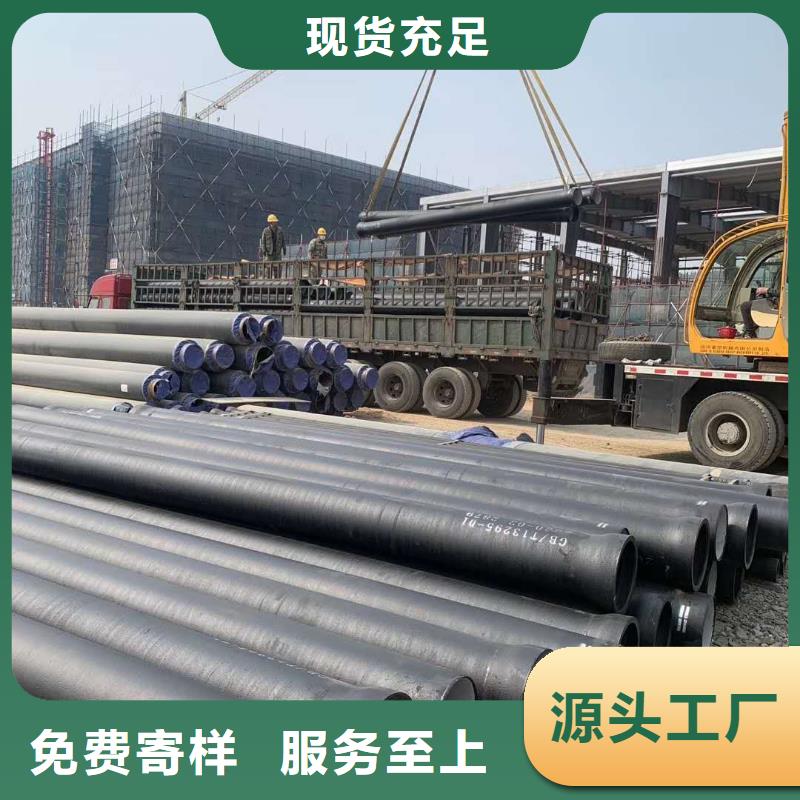
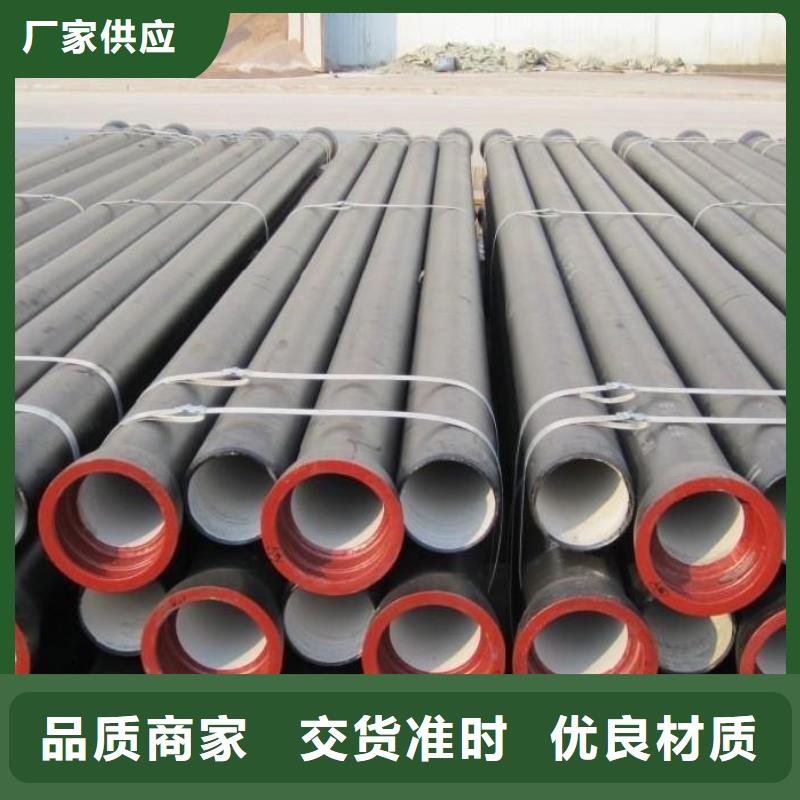
我球墨铸铁所生产的球墨铸铁管采用水冷金属型离心浇注工艺,按照ISO2531标准生产的K9级、T型承插式接口管道。1、外防腐喷锌整条管材外表面作喷锌防腐处理——执行ISO8179标准喷锌量大于130克/平方米。防腐漆在管材外表面作喷锌防腐处理的基础上再喷防腐漆——执行ISO8179标准防腐漆厚度大于70um,采用高氯化漆。 品名规格材质重量/根(KG)单价备注供水球墨铸铁管DN100球墨铸铁管米DN150球墨铸铁管米DN200球墨铸铁管米DN250球墨铸铁管米DN300球墨铸铁管米DN400球墨铸铁管米DN500球墨铸铁管米DN600球墨铸铁管米DN700球墨铸铁管米DN800球墨铸铁管米D。 2、内衬管材内表面涂覆水泥沙浆衬里—执行ISO4179标准,采用水洗沙、高抗硫水泥为原料。3、接口用密封胶圈所采用的材料为耐疲劳强度极高的天然橡胶——执行ISO4633或GB13295标准。dn100-dn1200球墨铸铁管。具有使用周期长(50年或更长)、检修和改造难度大、事故不易察觉(埋在地下)的三个特点。 的可靠有两方面的含义:不间断供水,尽量避免管道破裂、漏损,甚至爆管.输送的自来水水质,不因管自身的原因(如管道生锈),水质。



球墨铸铁管应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。⑤、安装机具设备:将好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。⑥、顶推管子使之承口:在安装时,为了将插口承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端左右摇晃管子,直到插口承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。 球墨铸铁管⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行的方法使管件平行安装,胶圈不致被挤。也可采用管件的办法,用单根钢丝进行安装。在球墨铸管生产加工中,并不是十全十美的,除了产生一般缺陷外,还会产生一些特有的缺陷,如缩松、夹渣、皮下气孔、球化不良及衰退等。这些缺陷影响铸件性能,使铸件废品率。为了防止球墨铸管这些缺陷的发生,有必要对其进行分析并且精密铸造,总结出各种影响因素。球墨铸管球化不良和球化衰退影响因素分析(1)特征在银白色的断口上,分布有可见的黑点。且黑点多、直径大,球墨铸管表明球化不良的程度比较严重。 球墨铸铁管在观察显微组织时,除了球状石墨外,还存在大量的厚片状石墨。(2)产生的原因主要是因为原铁液中的含硫量过高或铁液严重氧化;球化元素残留量不足(球化剂加入量不足,球化剂中的镁含量不够或发生严重偏析,铁液温度过高,处理时球化剂烧损量较大;或处理温度低,球化剂粘结在包底等);铁液中有元素存在等。



球墨铸铁管生产厂家为您介绍球墨铸铁管的安装要点,介绍如下:①、清理管口:将承口内的所有杂物擦洗干净。②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。另一种简易方法是将橡胶圈弯曲二点,即成凹形,放入固定槽和密封槽内,再依次按平两个凸起部位即可。③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。⑤、安装机具设备:将好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。⑥、顶推管子使之承口:在安装时,为了将插口承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端左右摇晃管子,直到插口承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行的方法使管件平行安装,胶圈不致被挤。也可采用管件的办法,用单根钢丝进行安装。球墨铸铁管生产厂家为您介绍球墨铸铁管的安装要点,介绍如下:①、清理管口:将承口内的所有杂物擦洗干净。②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。另一种简易方法是将橡胶圈弯曲二点,即成凹形,放入固定槽和密封槽内,再依次按平两个凸起部位即可。③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
