

<克拉玛依>神悦钢材有限公司
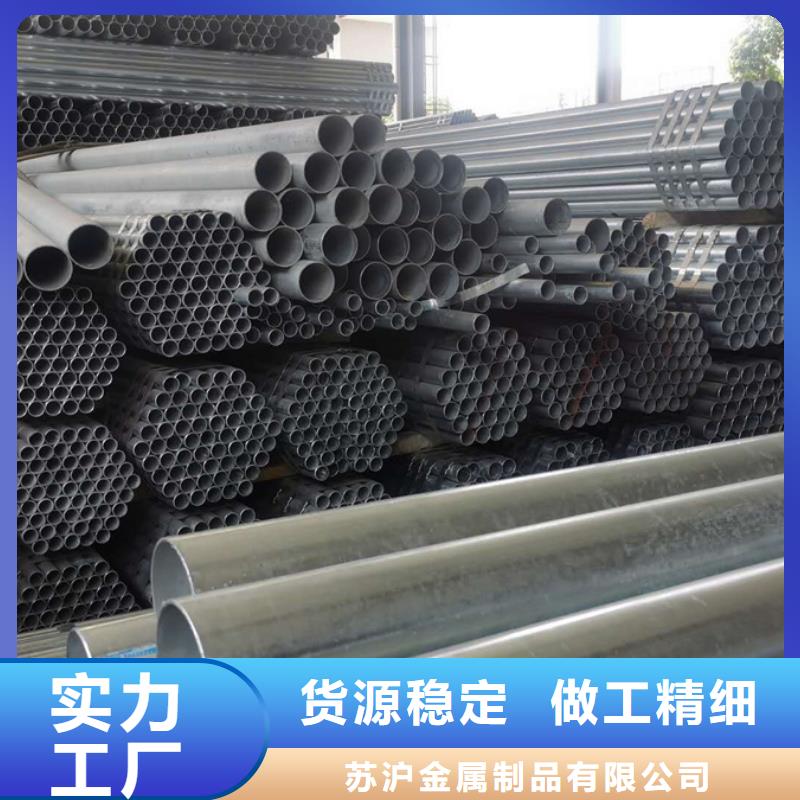
华尔钢镀锌管由拉伸试片制成的无缝管,将试片的拉伸试验机拉到骨折处,再进行测量,一般只有抗拉强度、屈服强度、抗拉强度和横向表面的物理性能或质量 收缩。 拉伸试验是金属复合材料的一种实验方法。 基本上,所有金属复合材料只需要必要的物理性能,并被赋予拉伸实验的基本机械设备特性。 尤其是这些难成型原材料的强度试验和拉伸试验是检测物理性能的 方法。 克拉玛依镀锌方管强度测试是根据需要的标准刚度拉伸硬度测试仪慢慢压入试件表层,然后检测压印深度或大小来确定原材料的强度。 强度测试很简单,可以测试原材料的物理性能。 对于非破坏性硬度标尺,强度和抗拉强度值是相近的中间水平。 可以将原材料的强度值换算成抗拉强度,具有非常重要的现实意义。 镀锌方管是一种更好的不锈钢板,仅限于无缝管。 在很多地方比较常见,所以需要对厂家进行强化检查和技术综合开发设计。 在这种情况下,使用镀锌方管可以说是趋于完美的发展趋势!
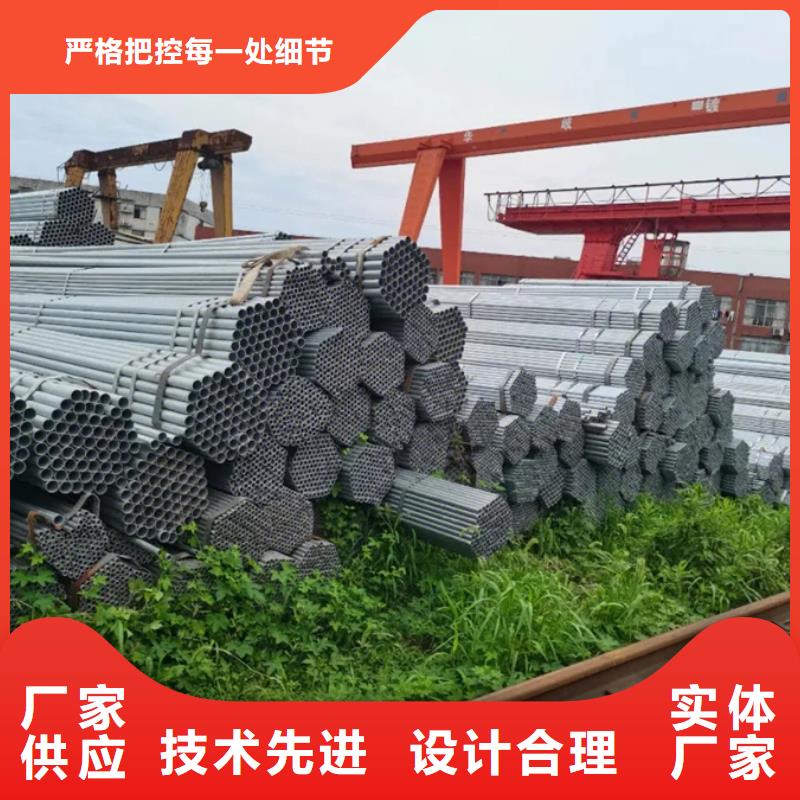
华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 克拉玛依热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。


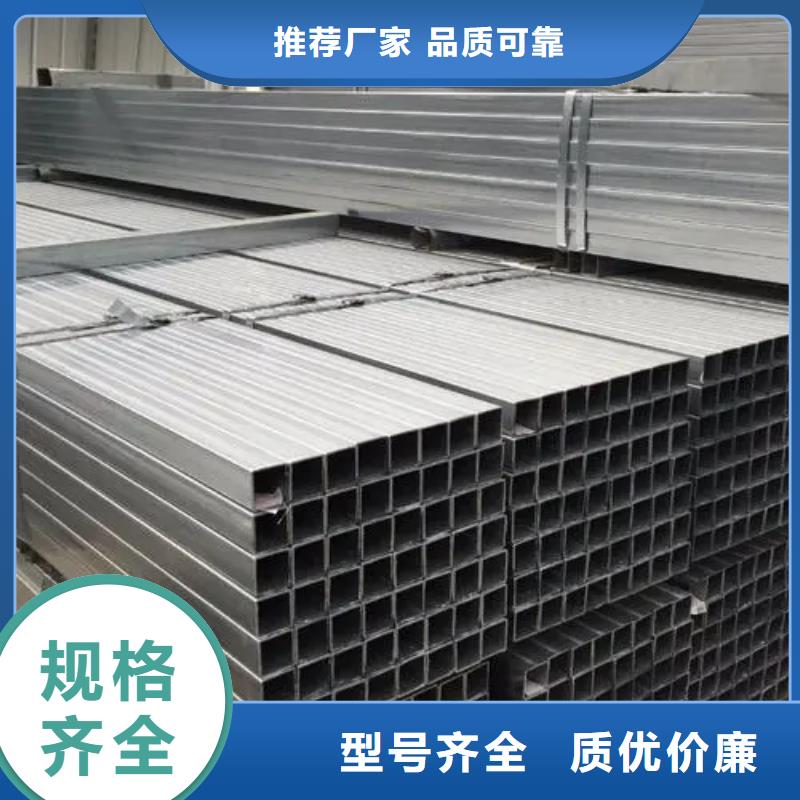
规定克拉玛依镀锌管具有较高的长期抗压强度、较高的抗氧化腐蚀能力和优良的机构可靠性。 克拉玛依镀锌管的主要用途:一般蒸汽管主要用于生产再热器管、沸水管、饱和蒸汽管、电力机车加热炉用饱和蒸汽管、大小排气管和拱砖管等。 镀锌管主要用于生产高压、高压加热炉的受热面管、再热器管、导管、主蒸汽管等。 制造克拉玛依镀锌管的原材料一般具有长期抗压强度高、抗氧化、耐腐蚀等特点,以保证生产的质量和有效性。 在克拉玛依镀锌管的生产过程中,要获得这样的优质管材,有很多工序。克拉玛依镀锌管的冷作硬化后,可以获得比较满意的合金成分。工艺技术是光亮淬火炉,是使用的关键。废不锈钢板的热处理在维护气氛中中断。此外,光亮淬火后对合金成分的要求也不同,因此光亮热处理的整个过程也会有所不同。
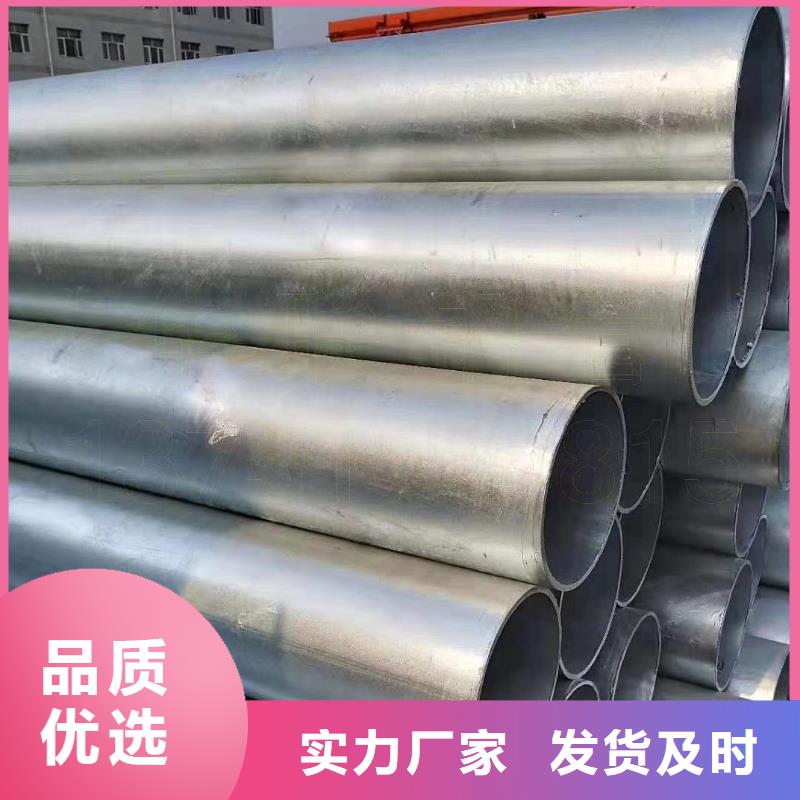
克拉玛依镀锌无缝管扩径是利用液压机或机械设备从镀锌无缝管的内腔侧向移动,使无缝钢管沿轴向扩径成型的工作压力生产工艺。机械设备法比液压机法更简单,效率更高。选用了世界上几种镀锌无缝管扩径工艺。 叶片的扇形块沿轴向扩展,从而通过步进电机沿长短方向步进完成精加工管全长塑性变形的全过程。打开风扇块,直到所有的风扇块接触到无缝钢管的内腔。此时,跨距范围内的无缝钢管内圆钢管各点半径基本一致,克拉玛依16mn镀锌管基本为一整圈。扇块的过去部分刚刚开始降低适应运动率,直到达到规定的部分,根据镀锌无缝管的质量,是成品管的中圈上部。 扇形块在第2个环节开始进一步减速,直至到达规定位置,即工艺技术规定回弹前镀锌无缝管内圆的上部。扇形块在镀锌无缝管的内圈上保持静止一段时间,然后被弹起。镀锌无缝管两侧自动埋弧焊设备分为镀锌无缝管内焊和镀锌无缝管外焊。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为外焊。镀锌无缝管外焊是指无缝对接的过程,可以理解为:镀锌无缝管焊接和预焊时,该工艺是外焊,而不是内焊。原因是:镀锌无缝管是外焊还是内焊,都会影响无缝钢管受热时的物理变形。如果镀锌无缝管的外焊缝先焊接,可以减少数据和信息。
