



球墨铸铁管厂家的清洗技巧一种铁、碳和硅的合金,所以相当于去球墨铸铁管 中存在许多片状的空隙,石墨在球墨铸铁管的含量普通铸铁中的石墨是片状存在石墨的强度很低。所以普通铸铁强度比较低,较脆。石墨铸铁中的石墨是呈球状的相当于铸铁中存在许多球状的空隙。球状空隙对铸铁强度的影响远比片状空隙小,所以球墨铸铁管强度比普通铸铁强度高许多。球墨铸铁管厂家将球墨铸铁管承口内的所有杂物******擦洗干净。球墨铸铁管厂家将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,均匀地卡在槽内。将润滑剂均匀地涂刷在承口安装好的胶圈内表面、插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。球墨铸铁中石墨是以球状形式存在一般石墨的大小为6~7级。质量上要求球墨铸铁管的球化等级控制为1~3级球化率>=80%。因而资料本省的机械性能得到较好的改善。具体铁的实质,钢的性能。球墨铸铁管厂家提示退火后的球墨铸铁管。其金相组织为铁素体加少量烛光体。机械性能较好。
1、牌号和化学成分球墨铸铁管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。2、制造方法球墨铸铁管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、球墨铸铁管及管接头3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能球墨铸铁管镀锌前的力学性能应符合GB 3092的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。7、水压试验水压试验应在球墨铸铁管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
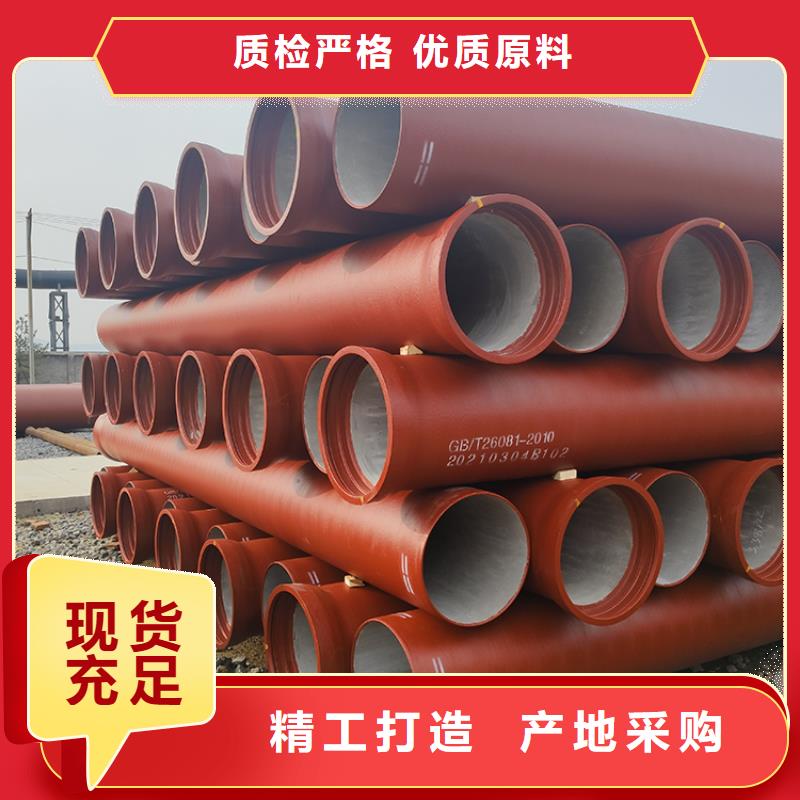
直角四通、检查口、清扫口、变径、盲堵、地漏、透气帽、雨水斗、P弯、S弯、P门弯、S门弯、卡箍、鸭脚弯等。球墨铸铁是20世纪50年展起来的新型材料。离心球墨铸管是将经过球化处理的铁水通过离心浇铸工艺制作成的铸铁管。球化处理的奇迹经过是这样发生的:铁水在浇铸前加入镁或稀土镁球化剂,然后片状石墨变成球状石墨,片状石墨的问题在于它对铁的基体产生“割裂”作用,从而带来难以避免的脆裂,而球状石墨则了由于片状石墨造成的应力集中现象。因而可避免割裂,减轻,大大了铁基体的坚韧程度。因此,离心球墨铸管具有度(是灰铸铁管强度的3倍),高延伸率(灰铸铁管延伸率为零,而球墨铸铁管的延伸率≥10%),
1、球墨铸铁管切开球可以用砂轮切开机和电动金属锯切管机,砂轮切开机既可以用电或紧缩空气带动,又可以靠直接内燃机带动,但是很多切开机安装了切开用砂轮和磨光砂轮,如果施工现场运用一个切开机,这时切开机应适应安装两种砂轮,便用金刚砂切开砂轮很适用于切开带水泥砂浆内衬的球墨铸铁管。2在切管前要检查球墨铸铁管损坏程度,如果损坏严重或者管体上有裂纹应该废弃,如果是插口变形或者损坏严重,只需要切掉损坏局部,因为装置需求切管时,切管前对铸管的外径尺度中止确认,要保证外径尺度在标准范围内。因损坏或施工需求对铸管中止切开前,要把要切的铸管放在程度面或方木上,然后对切掉局部沿着铸铁管一周用记号笔做中止标志。3、对做好切开标志的球墨铸铁管中止切开时先从一点初步将水泥砂浆内衬的球墨铁管管壁切透然后沿着标志将铸管切开。
