


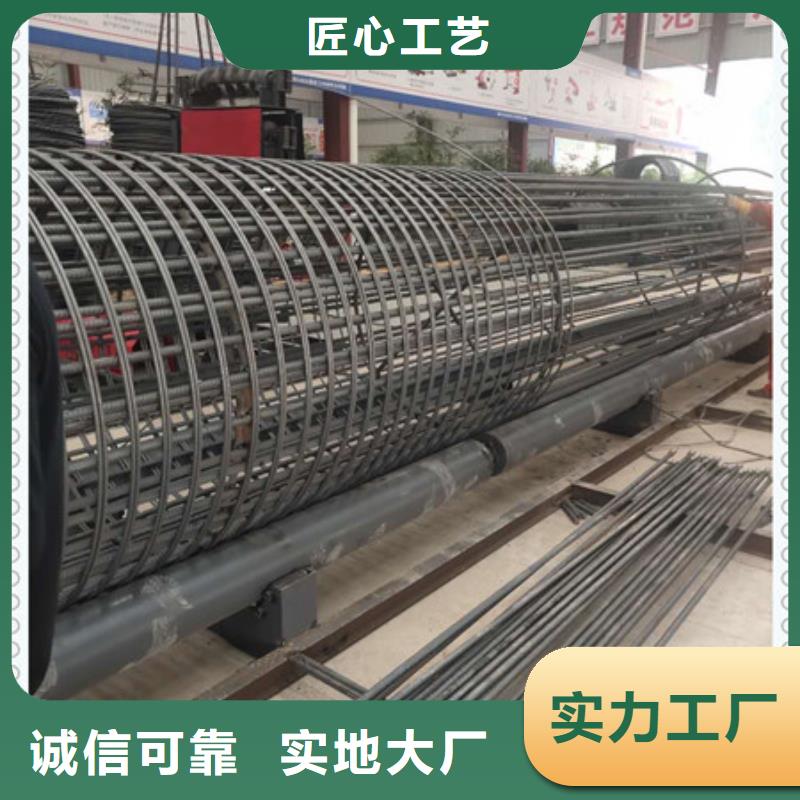


数控钢筋笼滚焊绕筋机机是一款具有数控的装机用钢筋笼自动化加工装备。钢筋笼滚焊机也有些人称之为钢筋笼成型机、钢筋滚笼机、滚焊机等,其实都是同一款产品。全自动笼滚焊机优势特点1. 钢筋笼骨架的同时由盘拖动向后,盘筋不2. 钢筋笼直径由相同直径的模板控制,一个工程通常需要2--7种模板;3. 主筋间距决定于人工预先在你班上的布置的、与主筋根数相同数量的套管间距;4. 当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约1小时;施工质量方面经实践检验采用套筒连接法比较好,但使用之前应进行经济效益详细分析、核算。成本方面:主筋焊接法主要采用双面焊10D,钢筋浪费较大,采用套筒连接法,主要节约在钢筋接头和焊接人工上。好进行详细的成本测算(计算人工、机械、电费、工效、材料等综合费用)。5. 外箍筋间距取决于行走电机与电机只转速比,可由1台PLC和3台变频器来设定与调节,对电机的同步性有较高要求;6. 配有多组液压支撑装置,防止钢筋笼因自重;
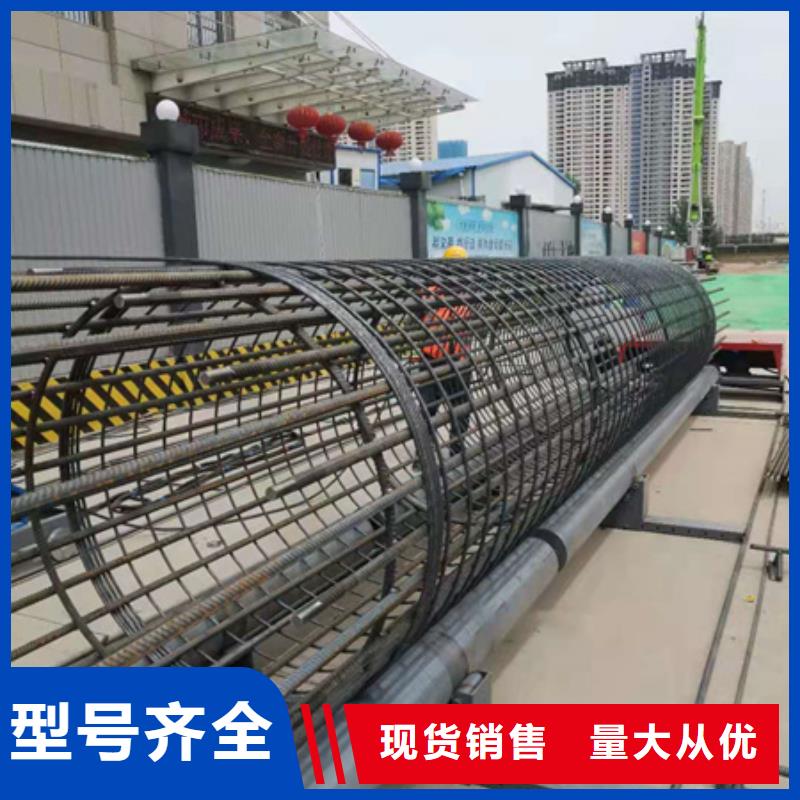
绕筋机本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。若采用划线分度工艺,则不分反向。用其他制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不,流畅,尽可能实现流水线生产方式。为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。
<靖江>建贸机械设备有限公司
诚信为本一个长久的企业立足于信誉。以诚待人——这是做人之品质,立业之根本。我们对客户、对员工都坚持“以诚为本,以信为先”。金钱诚可贵,信誉价更高!勇于是企业的灵魂,是企业保持生命力的基础,是取得竞争优势、立于不败之地的法宝。时刻虚心学习,永远大胆,是每一名建贸人的责任。稳健发展公司可发展是我们不懈的追求,员工的不断发展与进步是公司责无旁贷的责任。?创造价值服务社会,为客户创造价值,追求经济效益,兼顾社会效益,按照现代企业制度的要求,经营决策水平、水平和服务水平,逐步发展,为社会、为客户创造更大的利益。2. 产品途及优势钢筋笼绕筋机现通常都是项目部产品。在实际中手工设 产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼一般实行了“”。◆ 箍筋拉紧无须搭接,较之手工作业节省材料1.5%,降下来了施工成本。指出,巡视的本质是政治监督,是对中管企业党组织和领导干部履行职能责任情况的监督检查。中央巡视组将坚持以习近平新时代中国特色社会主义思想为指导,深入贯彻党的十九大精神和十九届二中、三中全会精神,贯彻十九届中央纪委三次全会部署,坚持稳中求进工作总基调,坚持围绕中心、服务大局,坚决贯彻中央巡视工作方针,把“两个维护”作为根本任务,按照政治巡视“六围绕一加强”和“五个持续”总体要求,突出政治建设,结合中管企业特点和规律,聚焦党组政治责任,重点围绕加强党对中管企业的领导,检查党组贯彻落实党的路线方针政策和中央重大决策部署情况,坚决破除形式主义、官僚主义;围绕推动从严治党向纵深发展,检查党组落实“两个责任”情况;围绕贯彻新时代党的组织路线,检查党组落实党建工作责任、加强组织建设和选人用人情况;围绕强化整改主体责任和监督责任,检查党组整改落实情况。加强对共性问题的调查研究,为完善体制机制、深化改革提供参考,发挥巡视标本兼治战略作用。
靖江钢筋笼缠绕机产品质量优良 91825
jmc
91825
jmc
钢筋笼设备—绕筋机自动缠绕:为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼绕筋机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程 的专用机械装备(亦可在铁辊上制作骨架)。广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥 的沉孔桩等大型基础设施。钢筋笼绕筋机特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产 。4.转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。5.流水线形式:施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6.采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装速度。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。
组合扳手一个,切线平板牙一副,采用螺纹钢车丝机制作出来的产品一次成型,速度以及效率都非常高,而且制作出来的螺纹标准。当然,这也得益于圆钢套丝机本身采用的就是通用的圆板牙,自然制作出来的螺纹也标准。小型螺纹钢车丝机在套丝的过程中,它的圆钢是不转的,仅仅是板牙在转,这样子有一个好处,就是不管再长的圆钢也可以制作螺纹。套丝机又名电动套丝机绞丝机螺纹钢车丝机是把1980年前的手动管螺纹绞板电动化。它使管道安装时的管螺纹加工变得轻松,快捷。降低了管道安装工人的劳动强度。管螺纹套丝机由机体电动机减速箱,管子卡盘板牙头冷却系统组成.适用于各类建筑工程,自来水、煤气管、电气设备等安装工程作业中对钢管绞削管螺纹具有一次连续完成的功能。圆钢套丝机采用国际标准设计制造,结构合理、操作简易、维护方便、外型美观、使用可靠的升级换代改型产品。小型螺纹钢车丝机保养很重要。螺纹钢套丝机保养很重要,建议每天清洗油盘,如果油色发黑或脏污,应该清洗油箱,换上新油。此外,螺纹钢车丝机的工作结束后,清洗板牙和板牙头,检查板牙有无崩齿,齿间切屑,如果发现损坏应及时更换,更换板牙时不能只更换一个,应该更换一副,也就是四个板牙。为保证螺纹钢车丝机的前后轴承的润滑,在使用时应向主轴机壳上面的两只油杯加油,每天不能够少于两次。每周检查割刀的刀片,发现钝时要及时更换,同时每周清洗油箱过滤器。每月还需要检查设备磨损情况,如发现磨损严重时,必须更换。当螺纹钢车丝机长期不用时。应该拔掉电源插头,在前后导柱,还有其他运行面上涂抹防锈油,存放于通风、干燥处妥善保管。只有真正做好设备保养工作,才能更好的使用螺纹钢车丝机。钢筋直螺纹滚丝机。主要用于建筑工程带肋钢滚轧直螺纹丝头,是实现钢筋连接的关键设备。可加工直径16-40mm的HRB335和HRB400级带肋钢筋。钢筋直螺纹滚丝机,可一次装夹完成从剥肋到滚轧螺纹的加工过程。加工螺纹的牙形饱满,尺寸精度高,机械强度高。既可加工正扣螺纹,也可加工反扣螺纹。本机操作简单、结构紧凑、工作可靠,具有独特的刀具自动开合机构。可加工直径范围为16-40mm的HRB335和HRB400级钢筋。钢筋直螺纹滚丝机,由机架、钳、导轨、滑板、摆线针轮减速机、剥肋滚轧头、进给机构、自动开合机构、行程限位机构、冷却系统、电器控制箱、控制系统等部分组成。绕筋机