


想知道【克拉管】钢带增强螺旋波纹管物流配送产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:【克拉管】钢带增强螺旋波纹管物流配送的图文介绍



雄县腾达汇泰公司有限公司拥有几十名专业技术人才、熟练的生产和工程施工人员。并获得相关资质,是一家专业从事 山西晋城七孔梅花管设计、制作、销售于一体的厂家。全心致力于科研成果转化为产品的销售与服务。 我们的宗旨是兢兢业业为顾客提供性价比高的 山西晋城七孔梅花管及周到的服务。全体员工本着“诚信强企,人品造牌”的我公司信念,以缔造物美价廉的产品为己任,不断促使我们进行技术革新、产品创新,以良好有效的 山西晋城七孔梅花管产品和无微不至的服务来回报社会和百姓。


同时,由于该产品在同等应用条件下比其它管材重量轻,便于运输,施工方便快捷,可降低施工费用,在应用范围,不需混凝土垫层和混凝土管基沟槽合格后即可直接敷管,基本上呆做到边开挖、边下管、边回填,简化了施工程序,缩短了工期。
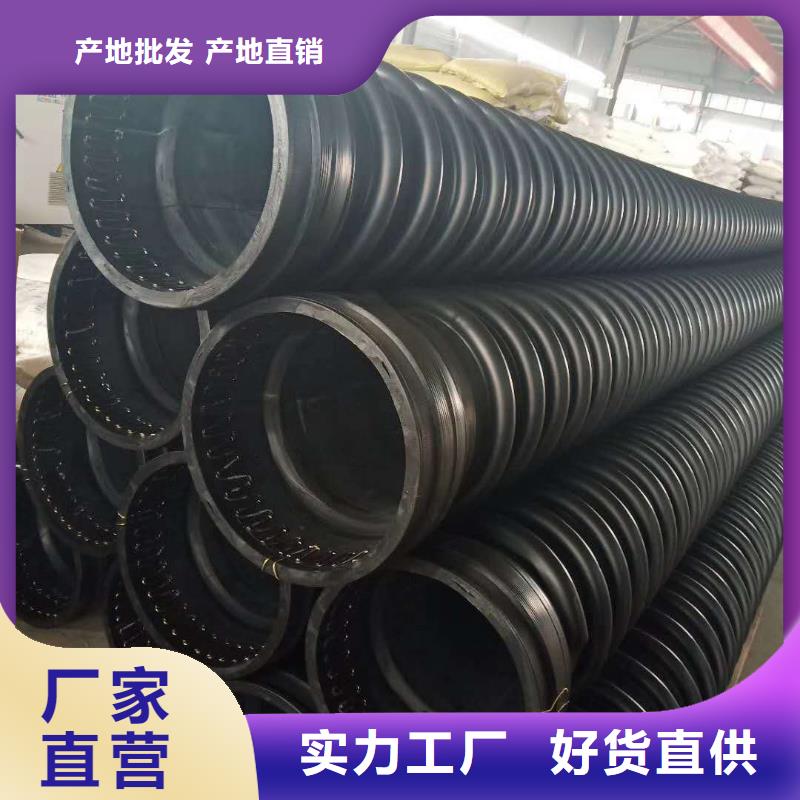
克拉管管道连接采用在承口预埋电熔丝同材质承插电熔连接技术,连接质量高。可做到无泄露,保证了管道系统寿命的相同性和运行的性。克拉管有着较好的柔韧性高密度聚缠绕结构壁管材在宏观上上具有很好的柔韧性,而局部管段又有很强的刚性和整体抗外压能力,在有超重荷载路面下使用时,可保证通行。
由于管材的柔韧性,发生地震、在面不均匀沉降等地质活动时,也能将管道破坏损失降为,从而了公用设施抗震减灾的能力克拉管的生产工艺1.克拉管生产线采用挤出缠绕成型和同步PE挤出焊接工艺,生产高性能结构壁HDPE管材以及超大口径承压供水管道,成品环刚度及冲击强度高。
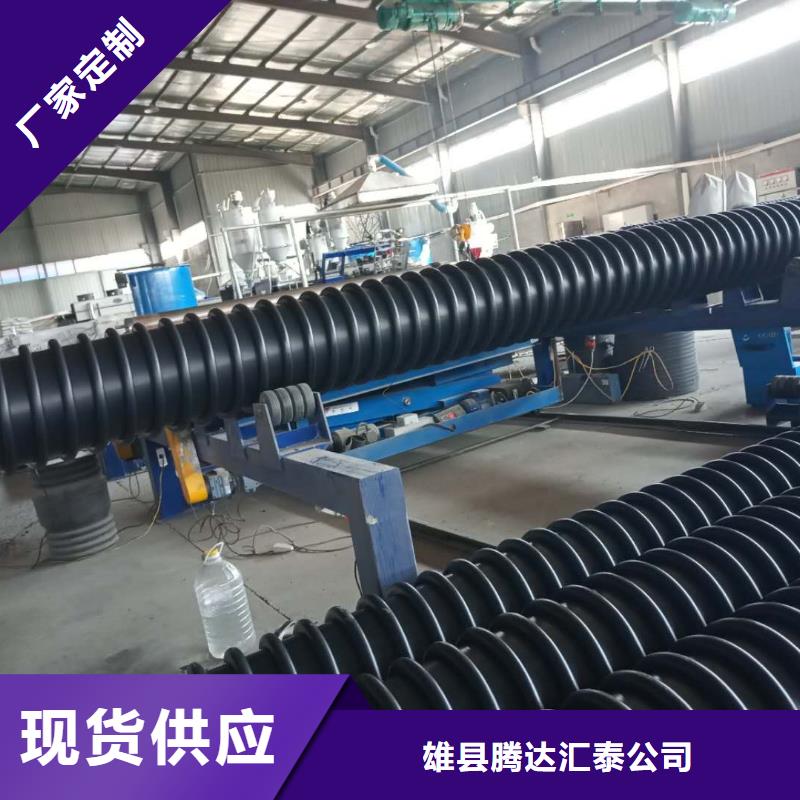
生产线采用PLC控制系统,人机对话智能界面,操作简单,具有联动性。从挤塑机口模挤出的处于熔融状态的平料带和U型料带,按预定的位置均匀的缠绕在加热的滚筒模具上,保证了结构壁管熔接缝质量。特别是结构设计中平料带的熔接缝被U型料带包覆支撑管所覆盖,了制品整体的抗外压能力。
2.克拉管密封性好。PE管本身采用熔接连接(热熔或电熔),本质上保证了接口材质,结构与管体本身的同一性,实现了接头与管材的一体化。其接口
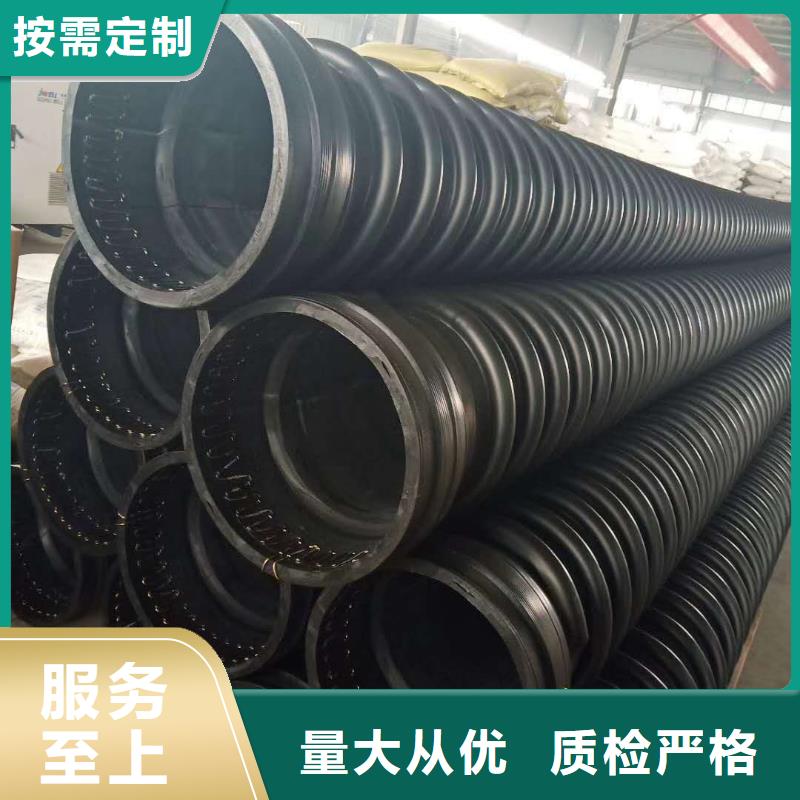
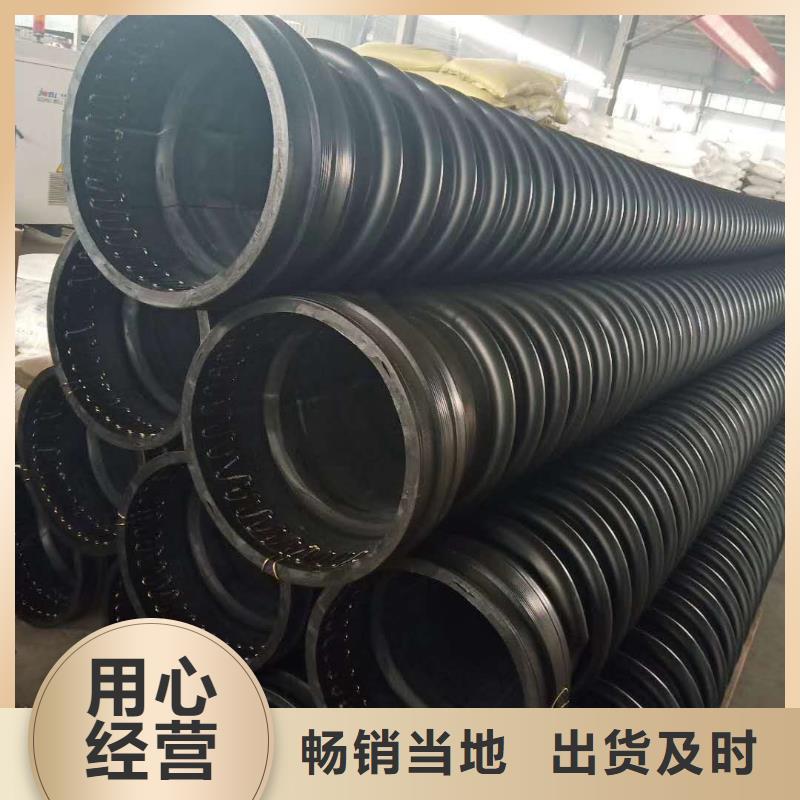
克拉管管道连接采用在承口预埋电熔丝同材质承插电熔连接技术,连接质量高。可做到无泄露,保证了管道系统寿命的相同性和运行的性。克拉管有着较好的柔韧性高密度聚缠绕结构壁管材在宏观上上具有很好的柔韧性,而局部管段又有很强的刚性和整体抗外压能力,在有超重荷载路面下使用时,可保证通行。
由于管材的柔韧性,发生地震、在面不均匀沉降等地质活动时,也能将管道破坏损失降为,从而了公用设施抗震减灾的能力克拉管的生产工艺1.克拉管生产线采用挤出缠绕成型和同步PE挤出焊接工艺,生产高性能结构壁HDPE管材以及超大口径承压供水管道,成品环刚度及冲击强度高。
生产线采用PLC控制系统,人机对话智能界面,操作简单,具有联动性。从挤塑机口模挤出的处于熔融状态的平料带和U型料带,按预定的位置均匀的缠绕在加热的滚筒模具上,保证了结构壁管熔接缝质量。特别是结构设计中平料带的熔接缝被U型料带包覆支撑管所覆盖,了制品整体的抗外压能力。
2.克拉管密封性好。PE管本身采用熔接连接(热熔或电熔),本质上保证了接口材质,结构与管体本身的同一性,实现了接头与管材的一体化。其接口


不采用打入桩、砼垫块、砼条基等刚性地基处理措施。7.管道采用人工安装。漕深不大时可由人工抬管道两端传给漕底施工人员。明开槽,漕深大于3m或管径大于DN400mm的管道时,可用非金属绳溜管,使管道平稳的放在砂砾基础管位上。
严禁用金属绳索勾住两端管口或将管道漕边翻滚入漕中,克拉管必须在漕底将管道运至安装位置进行安装。8.承插口管装应将插口顺水流方向,承口逆水流方向,由低向高点依次安装。承口不得留在井壁内。9.接口作业时,应将承口和插口的内、外工作面用面纱清理干净,不得有泥土和水等杂物,然后立即将插口端的中心对准承口的中心对的中心轴线就位。
前应根据深度作为位置识别,以便判断是否到位。10.插口承口时,严禁用铁锤敲击管体,逐节依次安装。对于DN400mm的管道可用缆绳系住管道用手动葫芦等提力工具安装。11.插口承口时,根据克拉管标准设计要求,插口(70mm)后,预热铜丝,预热完毕后再继续承口,后达到承插口完全紧闭效果。
严禁用金属绳索勾住两端管口或将管道漕边翻滚入漕中,克拉管必须在漕底将管道运至安装位置进行安装。8.承插口管装应将插口顺水流方向,承口逆水流方向,由低向高点依次安装。承口不得留在井壁内。9.接口作业时,应将承口和插口的内、外工作面用面纱清理干净,不得有泥土和水等杂物,然后立即将插口端的中心对准承口的中心对的中心轴线就位。
前应根据深度作为位置识别,以便判断是否到位。10.插口承口时,严禁用铁锤敲击管体,逐节依次安装。对于DN400mm的管道可用缆绳系住管道用手动葫芦等提力工具安装。11.插口承口时,根据克拉管标准设计要求,插口(70mm)后,预热铜丝,预热完毕后再继续承口,后达到承插口完全紧闭效果。



