


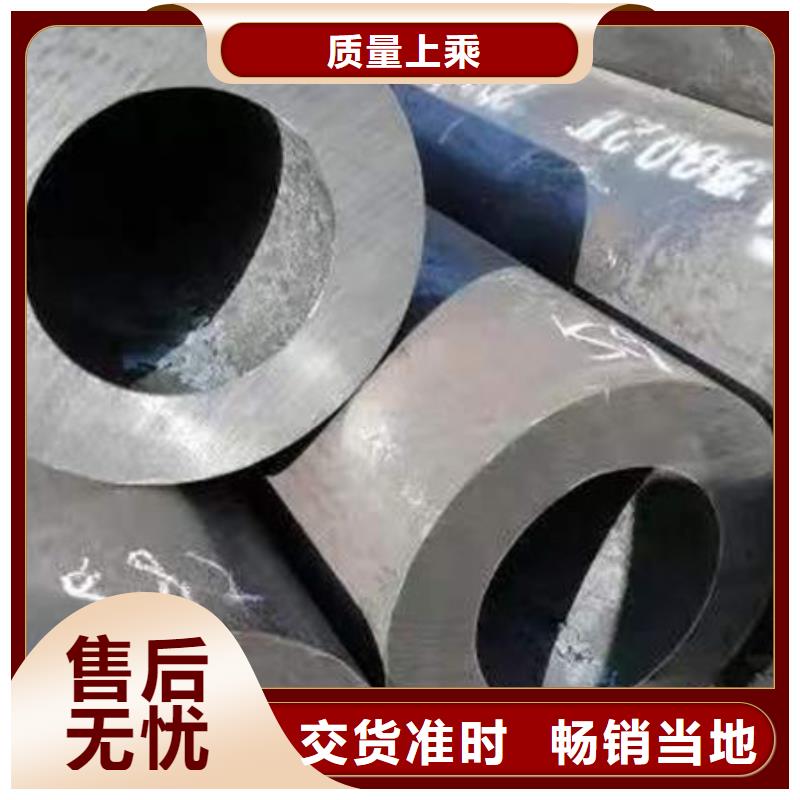



角钢的机械性能(1)检验方法:①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。(2)性能指标:考核角钢材性能的检验项目主要为拉伸试验钢材和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
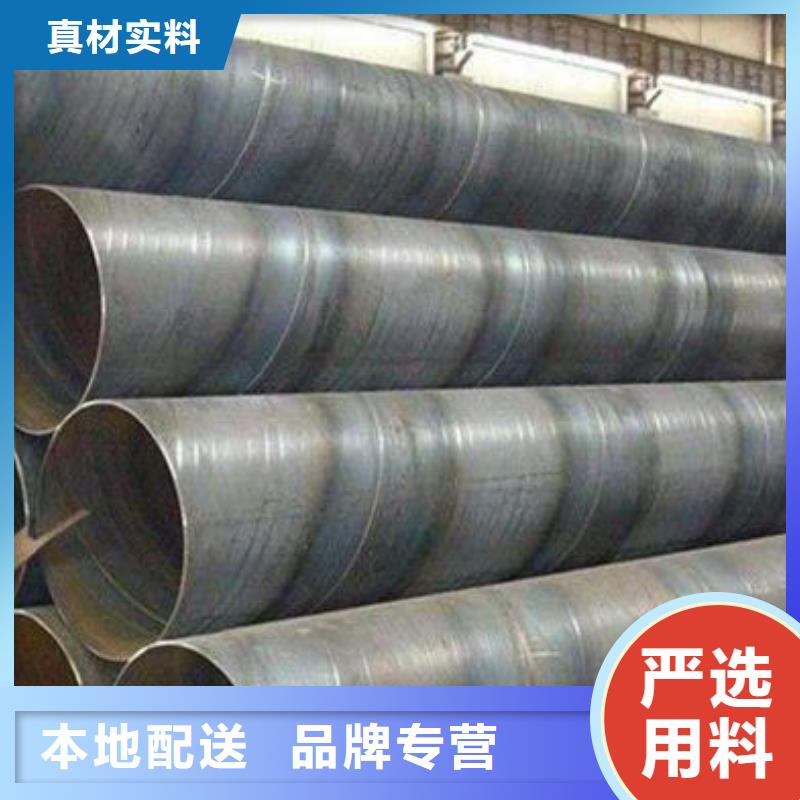
钢管做结构件节点连接常见的有螺栓连接、铆钉连接,也会用到焊缝连接,既有简单的加劲板焊接、法兰盘焊接也有复杂的钢结构焊接,常见焊接方式有气保焊、埋弧焊,电渣焊、栓钉焊,手工电弧焊、高频电阻焊。采用螺栓连接优点是安装方便,特别适用于工地安装连接,也便于拆卸,缺点是拼装时对孔增加制造工作量,螺栓孔还使构件截面削弱比较费钢材;铆钉连接优点是塑性和韧性较好,传力可靠,质量易于检查和保证,缺点是铆接工艺复杂、用钢量多,费钢又费工;采用焊接连接方式的优点是构造简单、节约钢材、加工方便,且容易实现自动化操作、效率高;其缺点是有热影响区,焊接残余应力及残余变形,甚至可能造成裂纹。
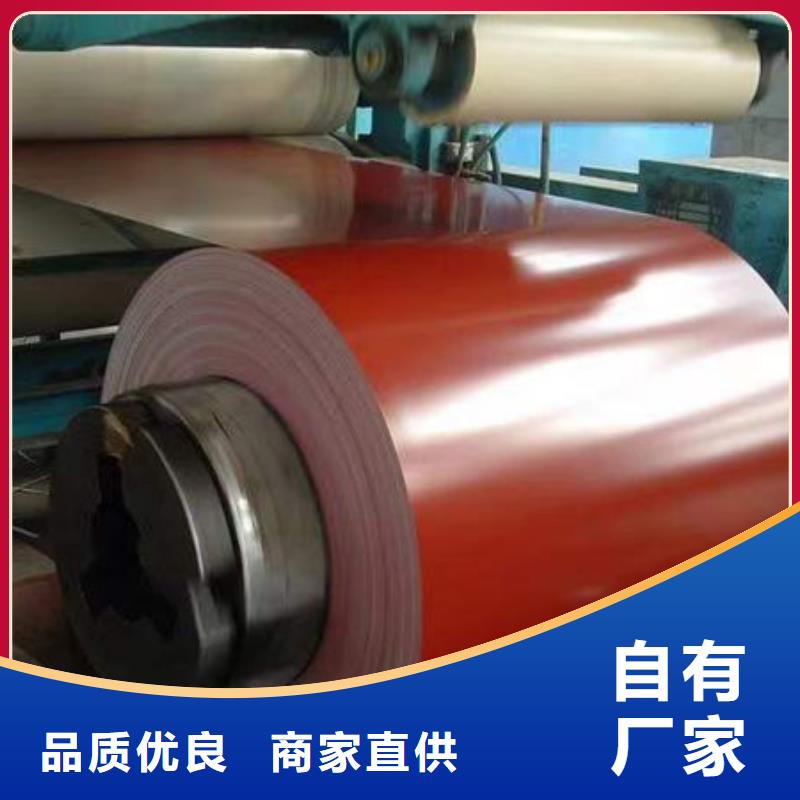
工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,故仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。H型钢属于经济裁面型材(其它还有冷弯薄壁型钢材、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成系列合理,型号齐全,便于设计选用。
线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机呈平立交替布置每架轧机采用直流电机经组合齿轮箱单独传动立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。