


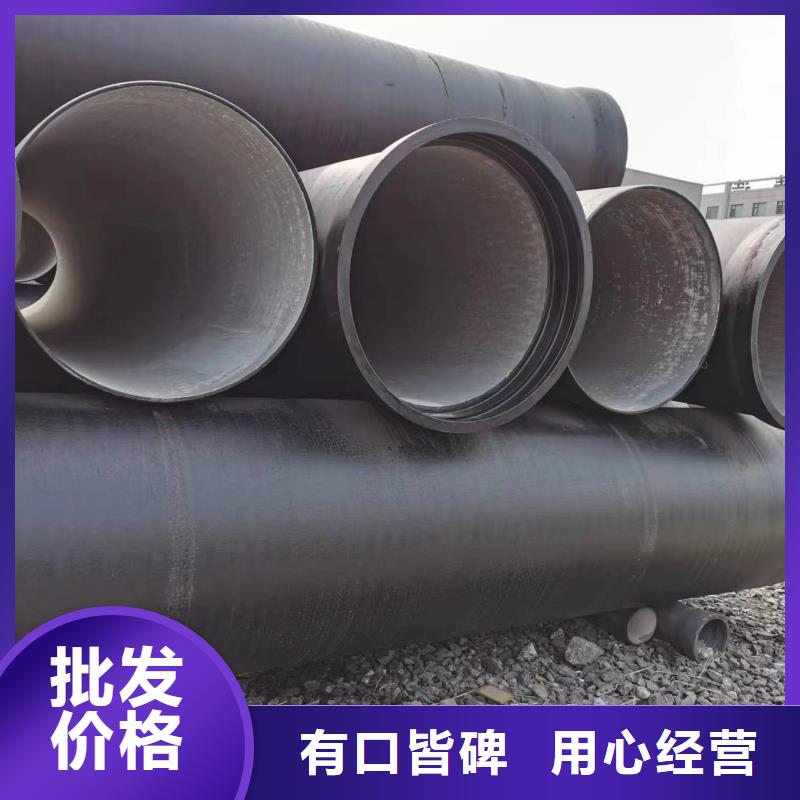
观看我们的产品视频,就像打开了一扇通往T型插入式DN100球墨管产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
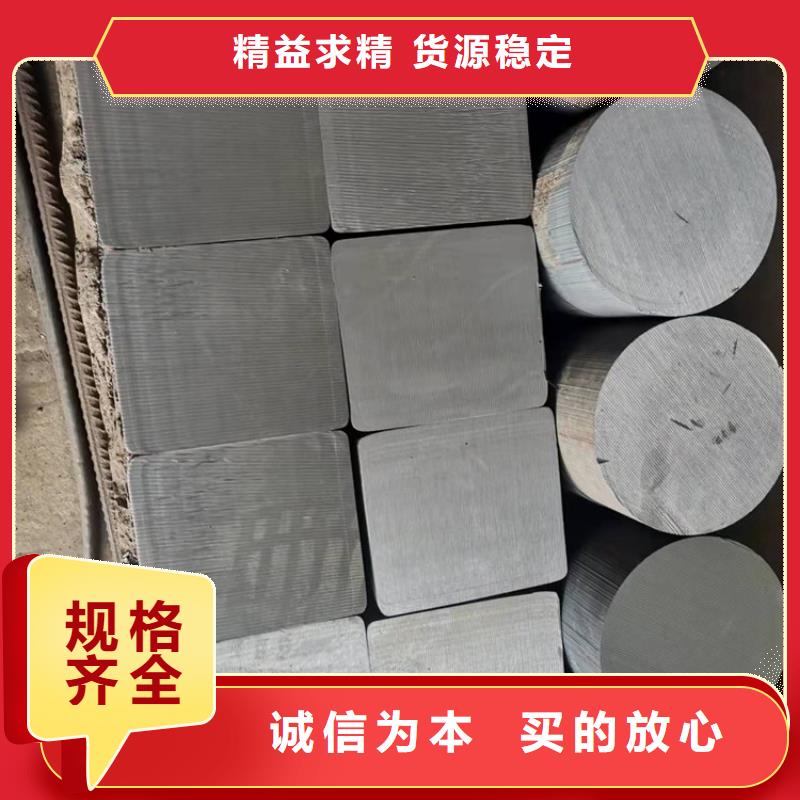
以下是:T型插入式DN100球墨管的图文介绍

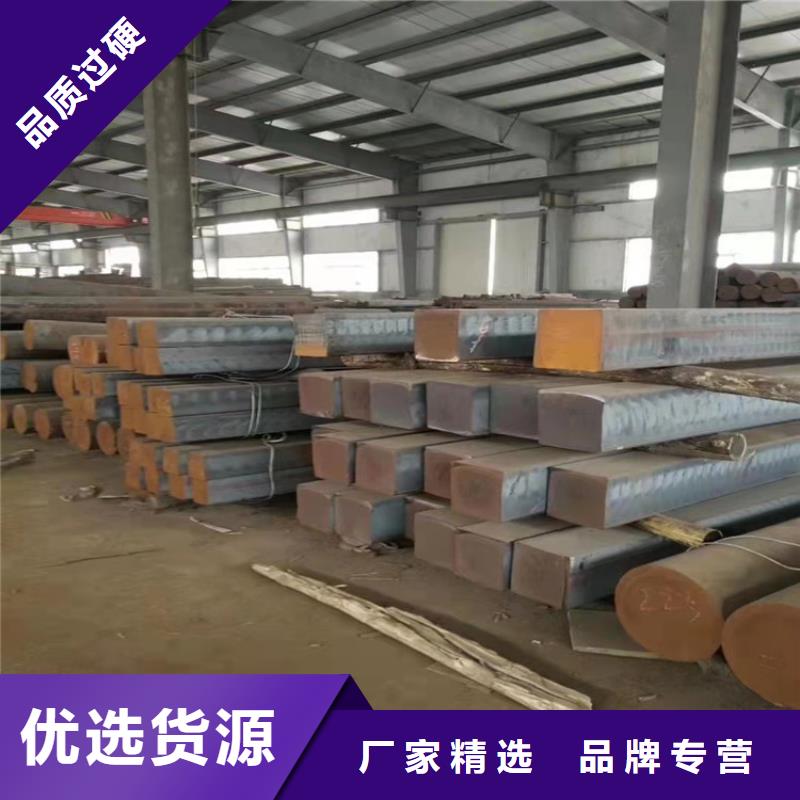
球墨铸铁型材厂家,质量保证,价格优惠,球墨铸铁型材经过几十年的实践应用,被广泛应用在液压、机床、模具、机车、冶金以及压缩机和一般通用零部件行业。下面铸铁厂家为您详细讲解铸铁型材在各个行业上的具体应用。(1)液压行业铸铁型材内部无缺陷,密度大于砂铸件,具有细密的组织,耐压致密性优良,35Mpa的压力下,壁厚1mm的试样无点渗和周渗现象,加之其优良的机加性能,非常适用于液压件。(2)压缩机行业滚动活塞式空调压缩机机芯中,滚动活塞环为关键部件。(3)机床行业在机床制造业中,使用铸铁型材制造车床、铣床、磨床、钻床等的工作台及机床导轨、轴(4)车辆行业(ADI齿轮球墨铸铁型材与砂铸件相比,等温淬火后抗拉强度提高20Mpa以上伸长率提高20%,硬度提高2HRC,综合力学性能明显优于砂铸件;而相比锻钢来讲,整个齿轮的加工成本降低23%左右。(5)冶金行业


球墨铸铁型材可以焊接。焊接方法视铸铁棒的材质、复杂程度、缺陷类型和尺寸,以及切削加工和技术要求等来选择不同焊接方法。并按不同的焊接要求作焊前准备,如油污及夹砂、开坡口或预热等。焊接方法有气焊、钎焊、手工电弧焊、手工电渣焊。其中气焊分为热焊法、加热减应区法、不预热气焊;手工电弧焊分为冷焊、半热焊、不预热焊和热焊。铸铁棒焊接的应用:1、 铸造缺陷的焊接修复。采用焊接方法修复有缺陷的铸铁棒,由于焊接成本低,不仅可获得巨大的经济效益,而且有利于及时完成生产任务。2、已损坏的铸铁棒成品件的焊接修复。铸铁成品件在使用过程中会受到损坏,出现裂纹等缺陷,使其报废。若换新的不仅价格昂贵,而且需要很长时间,用焊接方法可以及时修复出现的裂纹。3、零部件的生产。指用焊接的方法将铸铁棒(主要是球墨铸铁棒)件与铸铁件、各种钢件或有色金属焊接起来而生产出零件



飞翔铸业有限公司优异的 河南焦作球墨铸铁井盖厂家产品和卓越服务受到广大用户的青睐与国内外广泛赞誉,成为值得尊敬和信赖的合作伙伴。始终坚持“诚信立业,追求卓越,合作共赢,共同发展”,竭诚欢迎各界朋友来厂参观指导,洽谈业务。我们愿与您携手共进,互惠双赢,共创未来!


铸态下的球墨铸铁基体组织一般为铁素体与珠光体,采用热处理方法来改变球墨铸铁基体组织,可有效地提高力学性能。常用的热处理方法如下:[退火]:球墨铸铁型材的退火分为去应力退火、低温退火和高温退火。去应力退火工艺与灰铸铁相同。低温退火和高温退火的目的是使组织中的渗碳体分解,获得铁素体球墨铸铁,提高塑性与韧性,改善切削加工性能。[正火]:球墨铸铁正火的目的是增加基体中珠光体的数量,或获得全部珠光体的基体,起细化晶粒,提高铸件的强度和耐磨性能的作用。正火分为低温正火和高温正火。[调质处理]:将铸件加热到860~920℃,保温2~4小时后油中淬火,然后在550~600℃回火2~4小时,得到回火索氏体加球状石墨的组织,具有良好的综合力学性能,用于受力复杂和综合力学性能要求高的重要铸件,如曲轴与连杆等。[等温淬火]:将球墨铸铁棒、件加热到850~900℃,保温后迅速放入250~350℃的盐浴中等温60~90分钟,然后出炉空冷,获得下贝氏体基体加球状石墨的组织,使综合力学性能良好,用于形状复杂,热处理易变形开裂,要求强度高、塑性和韧性好、截面尺寸不大的零件。
