


别再等待了,仅仅一分钟,就能通过我们的【钢结构】_TU00无氧铜源头把关放心选购产品视频探索到无数令人心动的细节和亮点。
以下是:【钢结构】_TU00无氧铜源头把关放心选购的图文介绍



另外,还有一些参考值:如每平米造价, 构件重量, 跨度,结构形式,檐高等,以上这些在判断厂房是否为重钢或轻钢时可以提供经验数据,当然很多建筑都是轻、重钢都有。但有一些我们可以较肯定的说是重钢:如:石化厂房设施、电厂厂房、大跨度的体育场馆、展览中心,高层或超高层钢结构。
实际上 规范和技术文件都并没有重钢一说,为区别轻型房屋钢结构,也许称一般钢结构为“普钢”更合适。因为普通钢结构的范围很广,可以包含各种钢结构,不管荷载大小,甚至包括轻型钢结构的许多内容,轻型房屋钢结构技术规程只是针对其“轻”的特点而规定了一些更具体的内容,而且范围只局限在单层门式刚架。
轻钢也是一个比较含糊的名词,一般可以有两种理解。一种是现行《钢结构设计规范》(GBJ 17-88)中第十一章“圆钢、小角钢的轻型钢结构”,是指用圆钢和小于L45*4和L56*36*4的角钢制作的轻型钢结构
由此可见,轻钢与重钢之分不在结构本身的轻重,而在所承受的围护材料的轻重,而在结构设计概念上还是一致的 。
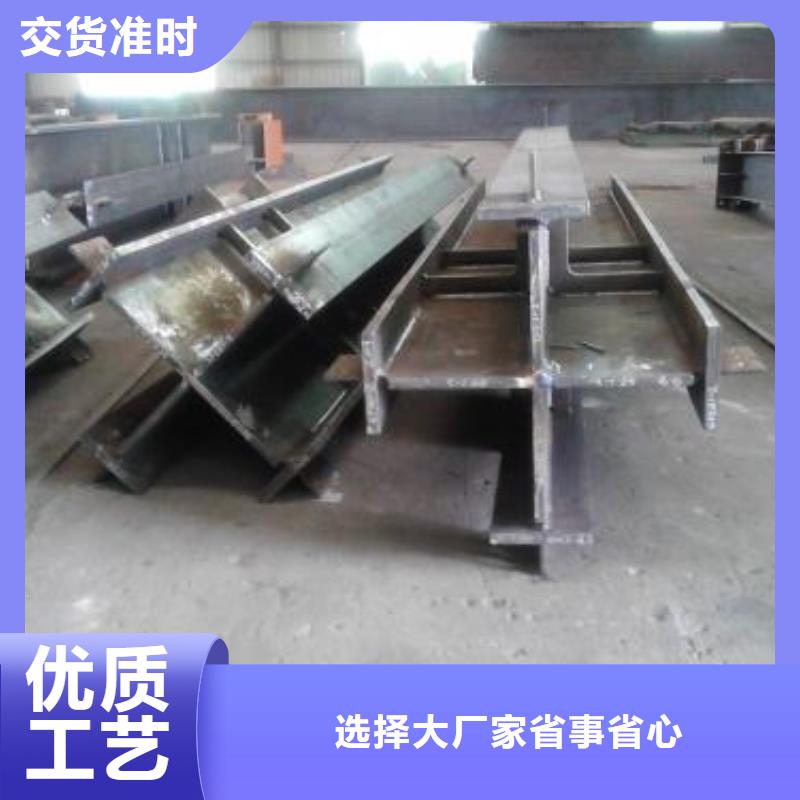
钢构件的预制
按着安装顺序和工艺要求在钢平台上进行钢构件的预制和组装,要保证焊接制作质量。
型钢的拼接翼缘板拼接接缝和腹板拼接接缝的间距应大于200㎜。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300㎜,长度不应小于600㎜。
实际上 规范和技术文件都并没有重钢一说,为区别轻型房屋钢结构,也许称一般钢结构为“普钢”更合适。因为普通钢结构的范围很广,可以包含各种钢结构,不管荷载大小,甚至包括轻型钢结构的许多内容,轻型房屋钢结构技术规程只是针对其“轻”的特点而规定了一些更具体的内容,而且范围只局限在单层门式刚架。
轻钢也是一个比较含糊的名词,一般可以有两种理解。一种是现行《钢结构设计规范》(GBJ 17-88)中第十一章“圆钢、小角钢的轻型钢结构”,是指用圆钢和小于L45*4和L56*36*4的角钢制作的轻型钢结构
由此可见,轻钢与重钢之分不在结构本身的轻重,而在所承受的围护材料的轻重,而在结构设计概念上还是一致的 。
钢构件的预制
按着安装顺序和工艺要求在钢平台上进行钢构件的预制和组装,要保证焊接制作质量。
型钢的拼接翼缘板拼接接缝和腹板拼接接缝的间距应大于200㎜。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300㎜,长度不应小于600㎜。



另外还有无热桥轻钢结构体系,建筑本身是不节能的,本技术用巧妙的特种连接件解决了建筑的冷热桥问题;小桁架结构使电缆和上下水管道从墙里穿越,施工装修都方便。
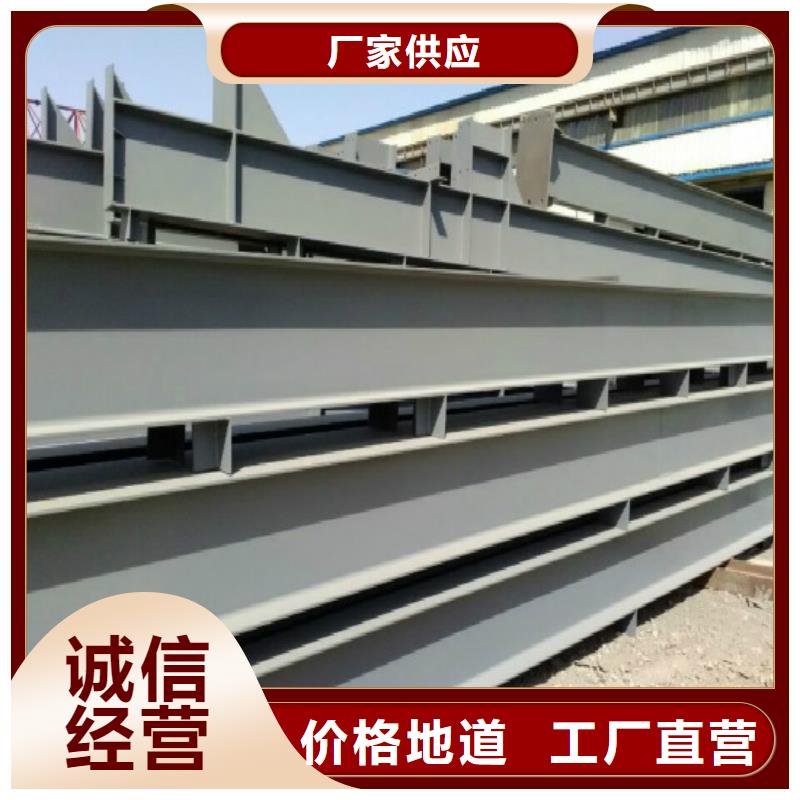
1、材料强度高,自身重量轻
钢材强度较高,弹性模量也高。与混凝土和木材相比,其密度与屈服强度的比值相对较低,因而在同样受力条件下钢结构的构件截面小,自重轻,便于运输和安装,适于跨度大,高度高,承载重的结构。
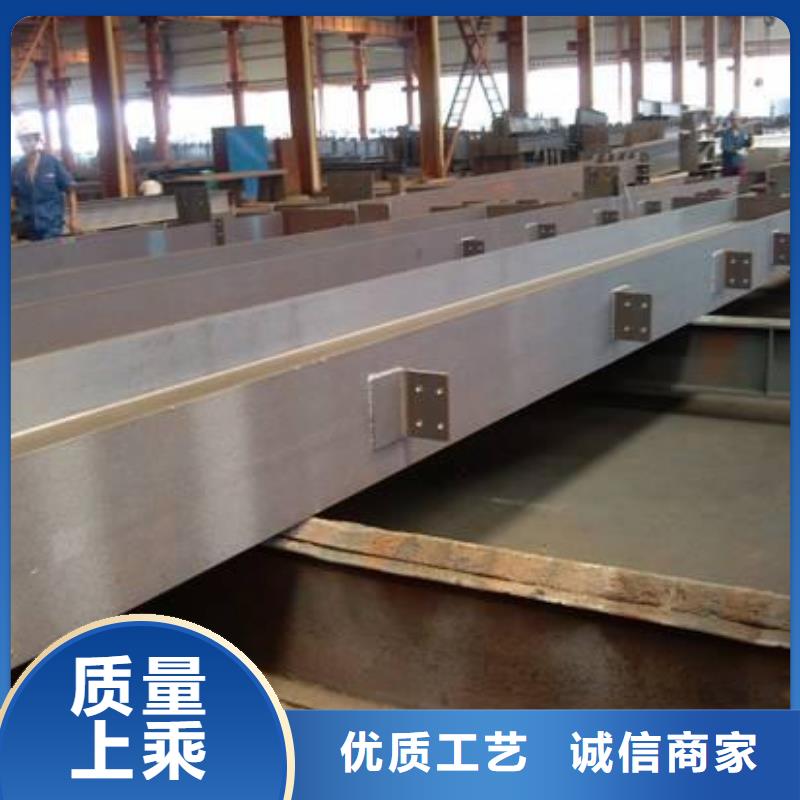
2、钢材韧性,塑性好,材质均匀,结构可靠性高
适于承受冲击和动力荷载,具有良好的抗震性能。钢材内部组织结构均匀,近于各向同性匀质体。钢结构的实际工作性能比较符合计算理论。所以钢结构可靠性高。
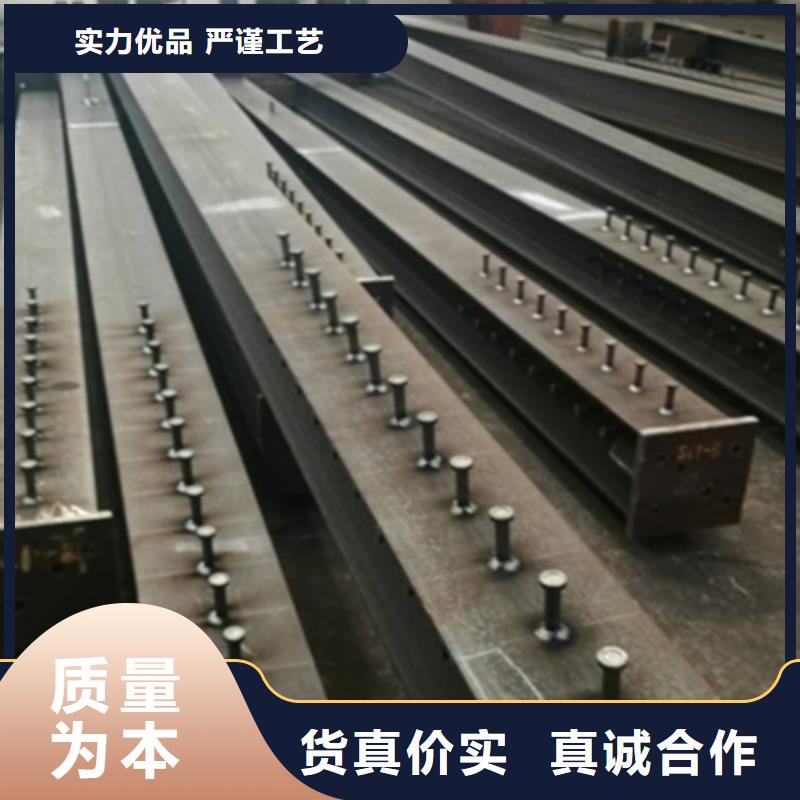
3、钢结构制造安装机械化程度高
钢结构构件便于在工厂制造、工地拼装。工厂机械化制造钢结构构件成品精度高、生产效率高、工地拼装速度快、工期短。钢结构是工业化程度 的一种结构。
1、材料强度高,自身重量轻
钢材强度较高,弹性模量也高。与混凝土和木材相比,其密度与屈服强度的比值相对较低,因而在同样受力条件下钢结构的构件截面小,自重轻,便于运输和安装,适于跨度大,高度高,承载重的结构。
2、钢材韧性,塑性好,材质均匀,结构可靠性高
适于承受冲击和动力荷载,具有良好的抗震性能。钢材内部组织结构均匀,近于各向同性匀质体。钢结构的实际工作性能比较符合计算理论。所以钢结构可靠性高。
3、钢结构制造安装机械化程度高
钢结构构件便于在工厂制造、工地拼装。工厂机械化制造钢结构构件成品精度高、生产效率高、工地拼装速度快、工期短。钢结构是工业化程度 的一种结构。


阔恒兴旺国际贸易有限公司是集生产,销售售后于一体的厂家。
主要生产产品: 江西吉安TU1无氧铜棒公司拥有专业管理人员,建立了完善、规范的质量管理体系和环境管理体系,凭借“规范的管理,良好的信誉,的产品,专业的技术,高品质的施工质量,完善的售后服务”赢得广大客户的信赖。
公司一贯坚持“德为做人之根,质为立业之本”的宗旨,坚持“客户di yi”的原则为广大客户提供优质的产品,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国。欢迎各界朋友莅临参观、指导和业务洽谈。双赢合作,共同发展!




(4) 终拧扭矩:高强螺栓 紧固用的扭矩为终拧扭矩。考虑各种预应力的损失,终拧扭矩一般比按设计预拉力作理论计算的扭矩值大5%~10%。
一、钢结构安装焊接前的准备工作
试验钢材包括Q345GJC-Z15(壁厚70mm)、Q345GJC-Z15(壁厚40mm)、Q345C(翼缘厚28mm),焊接位置为柱—柱横焊、柱—梁平焊(包括桁架梁上下翼缘平焊)、T型角立焊。坡口形式及尺寸按设计要求。焊后外观及超声波检查合格后取样进行了力学和物理试验。
试验结果接头的抗拉强度达到母材抗拉强度标准值,接头弯曲180°无裂纹。采用的焊接材料和焊接设备技术条件应符合 标准,性能优良。清渣、气刨、焊条烘干保温等装置应齐全有效。
二、手工电弧焊及CO2气保焊焊材和设备
(1)焊条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。
(2)焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。
(3)CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。
(4)焊机电压应正常,地线压紧牢固,接触可靠,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。
一、钢结构安装焊接前的准备工作
试验钢材包括Q345GJC-Z15(壁厚70mm)、Q345GJC-Z15(壁厚40mm)、Q345C(翼缘厚28mm),焊接位置为柱—柱横焊、柱—梁平焊(包括桁架梁上下翼缘平焊)、T型角立焊。坡口形式及尺寸按设计要求。焊后外观及超声波检查合格后取样进行了力学和物理试验。
试验结果接头的抗拉强度达到母材抗拉强度标准值,接头弯曲180°无裂纹。采用的焊接材料和焊接设备技术条件应符合 标准,性能优良。清渣、气刨、焊条烘干保温等装置应齐全有效。
二、手工电弧焊及CO2气保焊焊材和设备
(1)焊条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。
(2)焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。
(3)CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。
(4)焊机电压应正常,地线压紧牢固,接触可靠,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。
