



不锈钢复合管护栏本身是一种具有不同晶相的合金材料,晶相随温度的变化而变化。因此,不锈钢复合管护栏厂家在不锈钢加工(如机加工、铸造、焊接、切割等)过程中,一个原因是在温度和合金物理化学状态的影响下,新相容易在局部析出(局部相变)。晶间材料与晶粒本身有关。不同之处在于,晶界处的腐蚀速率明显高于晶粒本身的腐蚀速率(晶间腐蚀)。沉淀新相的耐蚀性或非耐蚀性是否会导致腐蚀速率不均匀、点蚀或点蚀。受加工温度影响,易产生内应力,大量氯离子加剧应力腐蚀。在等离子切割过程中,过高的局部温度会导致奥氏体不锈钢晶粒粗大,甚至局部熔化,过大的内应力和应力腐蚀尤为明显。虽然可以通过调整抛光液的配方(如室温抛光)来减少腐蚀。然而,应力腐蚀和晶间腐蚀无法完全避免。
<惠州>宏达友源金属制品有限公司 <惠州>宏达友源金属制品有限公司 <惠州>宏达友源金属制品有限公司 <惠州>宏达友源金属制品有限公司不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
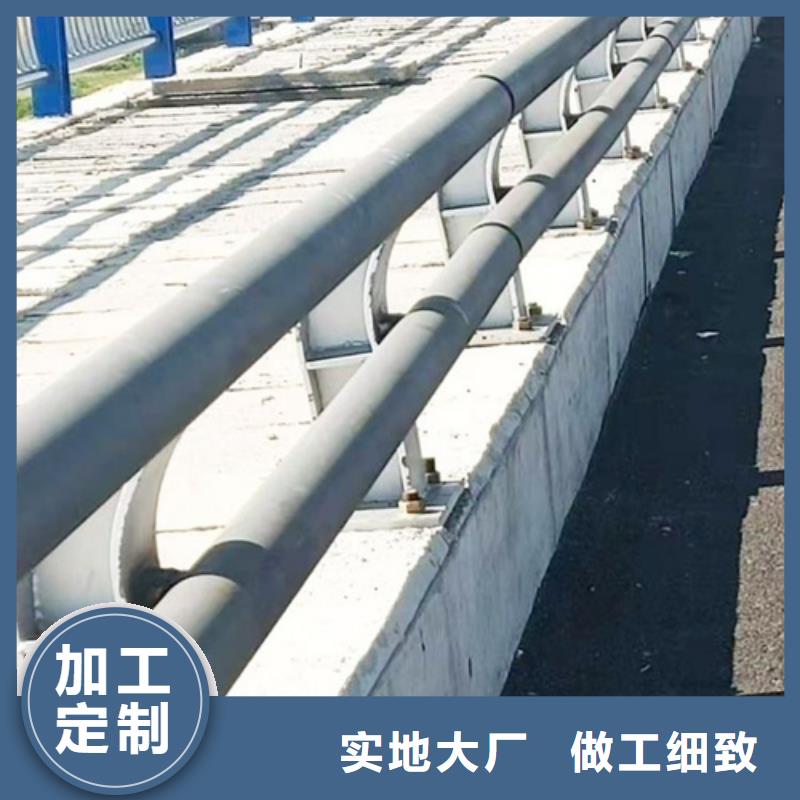
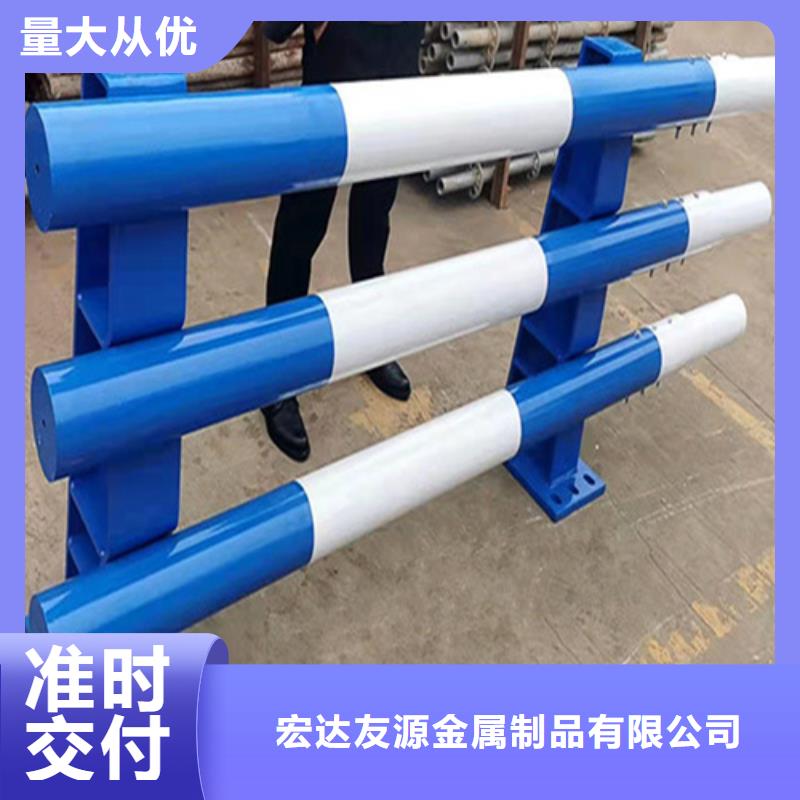
在不锈钢复合管的纵向被围绕,在开展折叠式的情况下,便会发生裂开的状况。乃至有一些不锈钢复合管,在折叠式以后,就立即断开了。由于一般的不锈钢复合管,生产制造的加工工艺,并非那样的。并且一般的不锈钢复合管,为了更好地追求完美商品的生产量,通常会一次冷轧以后,就立即在出厂了。这让不锈钢复合管的特性,并非那样的出色。而不锈钢复合管,为了避免这种问题的发生,在制造的历程中,便会对不锈钢复合管,开展多次的冷轧。这促使不锈钢复合管,拥有更为出色的延展性,顺理成章的就能,承担大量繁杂的生产加工程序流程了。这让不锈钢复合管,马上变成了很多领域不锈钢复合管类型不锈钢复合管护栏的工作压力是非常大的,并且它不易形变,颜色也是较为明亮的,针对不锈钢复合管的各种各样的耐磨性比较好,各种各样的使用全是较为普遍的。不锈钢复合管尽管是非常牢固,也是较为经久耐用,可是它在应用中或是发生了许多的问题的,较为常用的便是不锈钢复合管形变,在围栏和护栏上是可以看出的,普遍的不锈钢板形变是一个较为主要的问题,也是危害应用和品牌形象的一个较为主要的原因之一。
