

想要探索【直缝管】大口径薄壁流体管质量三包的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:【直缝管】大口径薄壁流体管质量三包的图文介绍
我公司拥有一支精干的科技创新队伍,一整套强有力的科学管理体系,“以科技求创新、以质量求生存”,增强质量意识,力求企业的长期发展,多年来,深受广大用户的好评。我公司主营 内蒙古呼和浩特TPEP防腐钢管,先进的生产设备,品质的原材料,完善的质量保证体系和及时的售后服务是我们对每一个客户的承诺。我公司致力于将生产管理、营销、科研等工作与国际接轨,以良好的信誉,周到的服务,高标准的产品质量与每位客户建立起长期、愉快、真诚的合作关系。



螺旋钢管生锈后主要使用钢丝刷等工具对钢材表面进行打磨,螺旋管的清洗和预热可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若螺旋管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
在传统应用的基础上又增添了新的应用,这样使得螺旋钢管的用处更加的丰硕,也同时降低了螺旋钢管的使用本钱。无线电频率感应器提供200伏特、50安培的电畅通流畅过螺旋钢管,通过感应作用加热实验样本。PLC应用于LSAW直缝焊接钢管自动超声检测,使得检测操作方便,检测精度及检测效率提高;设备维修容于板厚的增加.沿板厚方向出现较大的温度梯度和金属塑性流动的不均匀。所以优化搅拌头设计和添加辅助热源可提高FSW厚板高强铝合金接头的质量。FSW的温度场、流场和组织性能的模拟可以有效分析焊接机理和优化焊接工艺参数。并且降低试验经费。然而,将温度场、流场、固体力学模型融合到一个模型中,对FSW工艺过程进行模拟才是数值模拟研究的方向。



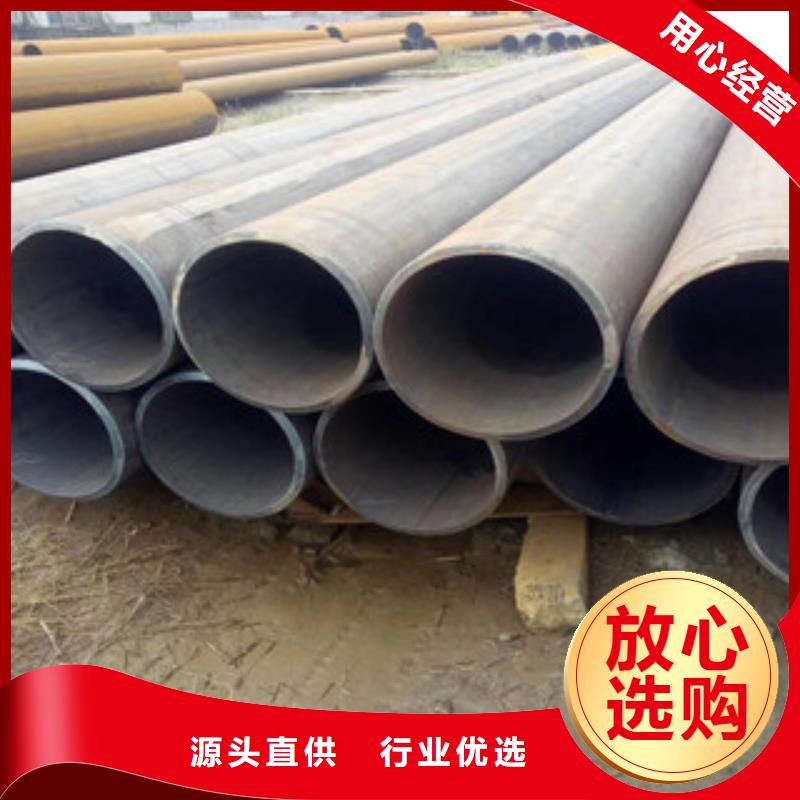
直缝焊管又叫直缝钢管,由钢管的焊接处成一条直线而得名。凡是钢带生产在高频焊接设备中直接焊接的管子都叫直缝焊管,由于用途不同,所以生产工序也不同,大多为架子管,电线套管,流体管,护栏支架等。直缝焊管性能特点:母材的 超声检测, 保证了管体 的内在质量 ;没有拆卷--圆盘剪的工序, 母材压 坑、 划伤少; 应力后的成品管基本上不存在残余应力; 焊缝短, 产生缺陷的概率小; 可以有条件的输送潮湿的酸性天然 气;扩径后, 钢管的几何尺寸精度高;焊接是在成型完成后, 在水平位置沿 直线进行的, 因此, 错边、 开缝、 管径周长控制 较好, 焊接质量优良。



高频焊直缝焊管
高频直缝焊管(ERW)在我国起步较早,但应用于石油、天然气输送是在上个世纪80年代后期才开始。它的优点是:①使用热轧带钢作原料,尺寸、精度高,内外壁光滑,Q345B直缝焊管适用于中小直径的支线和城市天然气管线,管径D168~660mm,壁厚8~25mm范围,钢级在X56~X80之间;②适用于连续生产,焊速较高,Vmax≥20m/nain;③用途广泛,还可用于制造石油油井管,也适用于海底输送管线,甚至高寒地带输送管线。局限性在于:①不能作主干线的天然气管线;②管径≤219时,容易受到塑料管的竞争;③制作工艺上,焊接时不用焊条,焊缝的力学性能可以达到但不容易超过母材。
高频直缝焊管(ERW)在我国起步较早,但应用于石油、天然气输送是在上个世纪80年代后期才开始。它的优点是:①使用热轧带钢作原料,尺寸、精度高,内外壁光滑,Q345B直缝焊管适用于中小直径的支线和城市天然气管线,管径D168~660mm,壁厚8~25mm范围,钢级在X56~X80之间;②适用于连续生产,焊速较高,Vmax≥20m/nain;③用途广泛,还可用于制造石油油井管,也适用于海底输送管线,甚至高寒地带输送管线。局限性在于:①不能作主干线的天然气管线;②管径≤219时,容易受到塑料管的竞争;③制作工艺上,焊接时不用焊条,焊缝的力学性能可以达到但不容易超过母材。


螺旋缝焊管一般是以热轧钢带卷作管坯,经螺旋成型,再采用高频电阻焊法或埋弧焊接成型。该工艺能用较窄的坯料生产较大管径的焊管,还可以用同样宽度的坯料生产不同管径的焊管。焊缝长度比直缝焊管焊缝长增加30%~100%。焊管的缺陷主要体现在焊缝上,焊缝长就意味着可靠性差,并且成型与焊接同时进行,焊缝缺陷几率明显偏高,焊缝质量不易保证。螺旋缝焊管生产线普遍不具有扩径工序,无法降低成型和焊接残余应力,致使焊管内部具有较大的残余应力,其残余应力为拉应力(可达200~300 MPa)。而焊管受内压后,管壁亦产生环向拉应力,二者叠加,使焊管承压能力减弱。并且残余拉应力,特别是焊缝位置残余拉应力的存在也大大降低了焊管抗应力腐蚀的能力,在酸性油气输送管线中必须严格限制残余拉应力。螺旋缝焊管在曲面上进行焊接,焊缝形状欠佳,内焊缝的马鞍形和外焊缝的脊背形难以克服,应力集中难以避免。螺旋缝焊管焊缝热影响区大,且硬度高,韧性和抗应力腐蚀能力下降。



