

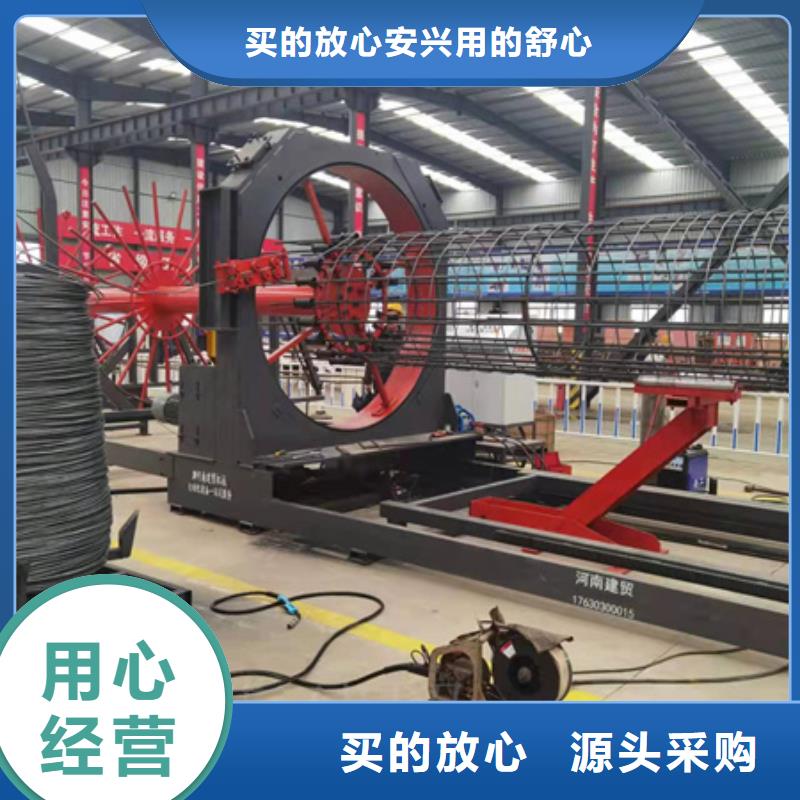

钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。河南建贸机械设备有限公司是一个集研究、生产、销售为一体的建筑机械设备制造厂。河南建贸机械设备有限公司自创建伊始就以高起点、高为出发点,从厂区生产车间的建设到生产设备的引进,层层严格把关。 全自动数控钢筋笼绕筋机钢筋放线机构设置在驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在驱动机构上,主筋导管设置在固定驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学的日益进步,工程机械将会发生翻天覆地的变化,那么未来工程机械可能出现哪些趋势呢?升级换代速度加快随着现代高新的发展,工程机械产品的发展和更加迅速,更新换代的周期越来越短,产品族群得以拓展,产品系列日臻完善。
 调速;绕筋机按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。 场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。 1,小车作用:当钢筋笼旋转时,小车按照钢筋笼绕筋设计的间距要求,按调定速度行走,达到钢筋笼的绕筋间距。 2,线盘:放置绕筋所用线材,随绕筋缠绕速度自行转动。 3,放线器:绕筋线材通过放线器,由弯曲状变为近式直线,按螺旋状缠绕在钢筋笼上,以保证绕筋间距及形状的完整。六、使用与维护 1、整机组装完成后,分别检查各传动部分,运动部分是否有阻碍,若有则予。 2、检查各连接处的紧固件是否有松动,若有则拧紧。 3、检查各润滑点,其润滑油脂是否足够,不够则加足。减速机加注40#-50#机械油,每工作3000小时,清洗换油一次,加注新油不超过1.5kg。 4、检查电路是否正确,接地、接零是否可靠。 5、当以上检查无误后,按启动开关,先点动,再试运转3-5分钟,检查铁辊运转有无异常,若有,则应查明原因并予以排除。 6、在设备上制作骨架时,不要将刚焊接的部位停留在铁辊上,以保障铁辊外观质量。 7、每次开机前,查看有无障碍物与险情,排除后进行绕筋工作。 8、使用过程中,随时注意观察机器运转情况,如发现异常,应立即停机检查,待故障排除后,方可继续工作。 9、工作完毕清理场地,将机器擦拭干净,在运动件上涂上润滑油。
调速;绕筋机按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。 场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。 1,小车作用:当钢筋笼旋转时,小车按照钢筋笼绕筋设计的间距要求,按调定速度行走,达到钢筋笼的绕筋间距。 2,线盘:放置绕筋所用线材,随绕筋缠绕速度自行转动。 3,放线器:绕筋线材通过放线器,由弯曲状变为近式直线,按螺旋状缠绕在钢筋笼上,以保证绕筋间距及形状的完整。六、使用与维护 1、整机组装完成后,分别检查各传动部分,运动部分是否有阻碍,若有则予。 2、检查各连接处的紧固件是否有松动,若有则拧紧。 3、检查各润滑点,其润滑油脂是否足够,不够则加足。减速机加注40#-50#机械油,每工作3000小时,清洗换油一次,加注新油不超过1.5kg。 4、检查电路是否正确,接地、接零是否可靠。 5、当以上检查无误后,按启动开关,先点动,再试运转3-5分钟,检查铁辊运转有无异常,若有,则应查明原因并予以排除。 6、在设备上制作骨架时,不要将刚焊接的部位停留在铁辊上,以保障铁辊外观质量。 7、每次开机前,查看有无障碍物与险情,排除后进行绕筋工作。 8、使用过程中,随时注意观察机器运转情况,如发现异常,应立即停机检查,待故障排除后,方可继续工作。 9、工作完毕清理场地,将机器擦拭干净,在运动件上涂上润滑油。
 建贸机械设备有限公司
销售简易钢筋笼滚焊机_品牌厂家
5、购买量因素采购机器的数量也影响钢筋绕筋机的价格,因为批发的价格往往比单买的价格要便宜一些。以上是对影响钢筋绕筋机价格因素的分析,希望我们在购买机器的时候,能够拥有甄别能力,选购出自己需要的商品。在试运转的全过程中留意查验零部件部件是否有出现异常的震动响声,查验各工装夹具是不是处在一切正常的工作态度,查验准确无误后只能一切正常运作工作中。在滚笼机工作中的全过程中人们应当立即的观查管理状况,若有异常现象的产生务必关机开展维修,防止导致大的常见故障。在应用滚笼机时人们应当立即搞好清理维护保养工作中,每季度对必须润化位置充注润滑脂以确保滚笼机的一切正常运作。灌注桩绕筋机械加工覆盖面广,合适各种各样主筋箍筋总数、方式、型号规格、尺寸、长短的设计方案规定,不容易由于机器设备作用危害灌注桩设计方案或不可以上机操作生产制造。
建贸机械设备有限公司
销售简易钢筋笼滚焊机_品牌厂家
5、购买量因素采购机器的数量也影响钢筋绕筋机的价格,因为批发的价格往往比单买的价格要便宜一些。以上是对影响钢筋绕筋机价格因素的分析,希望我们在购买机器的时候,能够拥有甄别能力,选购出自己需要的商品。在试运转的全过程中留意查验零部件部件是否有出现异常的震动响声,查验各工装夹具是不是处在一切正常的工作态度,查验准确无误后只能一切正常运作工作中。在滚笼机工作中的全过程中人们应当立即的观查管理状况,若有异常现象的产生务必关机开展维修,防止导致大的常见故障。在应用滚笼机时人们应当立即搞好清理维护保养工作中,每季度对必须润化位置充注润滑脂以确保滚笼机的一切正常运作。灌注桩绕筋机械加工覆盖面广,合适各种各样主筋箍筋总数、方式、型号规格、尺寸、长短的设计方案规定,不容易由于机器设备作用危害灌注桩设计方案或不可以上机操作生产制造。
 数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。
数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。
 锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
您的位置>首页 >黄南当地行业动态 >