





想要了解桩基声测管销售厂家产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:桩基声测管销售厂家的图文介绍


声测管是桩基深度检测重要的一种通道产品,其作用主要有两种:一种是作为通道另外一种是作为桩底压浆的管道。声测管作用1、湖北黄冈本地声测管是专门作为桩基深度检测的通道,并作结构受力计算考虑,声测管就是一个细小的管材,但是这根细小的管材符合声音接收的标准敏感度,只要有细小的声音它都能测量出来并且将数据准确的反映在电脑或者声音接收器上面。在灌注桩浇筑砼施工时预留一 个能够让超声波探头可以正常放到桩底的一个通道,并不作为结构受力计算的考虑。声测管规格一般情况下对声测管规格的划分,主要以声测管外径和声测管管厚作为主要的划分依据,其实常见的声测管外径规格有 50mm、湖北黄冈本地53mm、湖北黄冈本地57mm;声测管壁厚有 1.0mm1.2mm1.5mm、湖北黄冈本地1.8mm、湖北黄冈本地2.0mm 等,今天就为大家介绍一下关于声测管规格的相关的介绍。其实上面列举的是现在市场常见的规格,但是真正的声测管在图纸上,特别是专业设计院 出具的图纸上都是用专用符号“Φ”表示,这个符号读作 fai(大写Φ,小写φ),是工程学中表示圆柱直径的常用符号,比如φ50 表示就是 50 个标准单位的直径。如果是不熟悉的人员, 在次见到这个“φ” 符号时,并不能很清楚的理解这个符号的具体含义,而且这个符号不单单只用在声测管规格的表述中,建筑工程图纸中所有管材的 直径都是有这个符号表示(用小写符号来表示), 而且在别的很多行业这个符号也有其相应的特定表示,但是读音都是基本相同的。声测管安装方法1. 声测管进入施工现场一定要符合施工要求。2. 声测管在运输、湖北黄冈本地搬运、湖北黄冈本地安装过程中避免造成声测管扭曲变形状况出现。



湖北黄冈沉降板保护管,是日升昌钢管声测管厂家主营产品,品质好价格优,货源库存充足,欢迎询价!

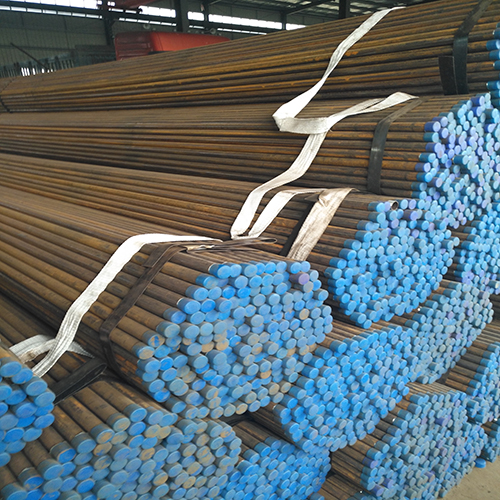
桩基声测管销售厂家


现在我国越来越多的地铁工程开始建设,为了保证工程质量,因此都要进行预埋声测管。地铁工程声测管正确预埋方法声测管预埋固定在钢筋笼的内侧,呈等边三角形方式布置(应该不少于3个点)。管头采用胶布密封,注意连接位置焊接严密,另外管壁厚度应满足要求,不得以次充好,否则会对将来的声波埋下隐患。超声波法检测桩基预埋声测管要求(1)当桩径不大于1500mm时,应埋设3根管;当桩径大于1500mm时,应埋设4根 管。(2)声测管宜采用金属管,其内径应比换能器外径大15mm,管的连接宜采用螺纹连接,且不漏水。(3)声测管应牢固焊接或绑在钢筋笼的内侧,且互相平行、湖北黄冈同城定位正确,并埋设至桩底,管口宜高出顶面300mm以上.(4)声测管底应封闭,管口应加盖。(5)声测管的布置宜路线前进方向的等点为起始点,按顺时针旋转方向进行编号和分组。买2根编为一组。现在我国越来越多的地铁工程开始建设,为了保证工程质量,因此都要进行预埋声测管。地铁工程声测管正确预埋方法声测管预埋固定在钢筋笼的内侧,呈等边三角形方式布置(应该不少于3个点)。管头采用胶布密封,注意连接位置焊接严密,另外管壁厚度应满足要求,不得以次充好,否则会对将来的声波埋下隐患。超声波法检测桩基预埋声测管要求(1)当桩径不大于1500mm时,应埋设3根管;当桩径大于1500mm时,应埋设4根 管。(2)声测管宜采用金属管,其内径应比换能器外径大15mm,管的连接宜采用螺纹连接,且不漏水。(3)声测管应牢固焊接或绑在钢筋笼的内侧,且互相平行、湖北黄冈同城定位正确,并埋设至桩底,管口宜高出顶面300mm以上.(4)声测管底应封闭,管口应加盖。(5)声测管的布置宜路线前进方向的等点为起始点,按顺时针旋转方向进行编号和分组。买2根编为一组。



声测管外观打磨技术要点:1、湖北黄冈基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、湖北黄冈粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、湖北黄冈半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、湖北黄冈精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。

