
联系我们

当前位置:
聊城 安达液压机械有限公司 >
淮南当地综合推荐News
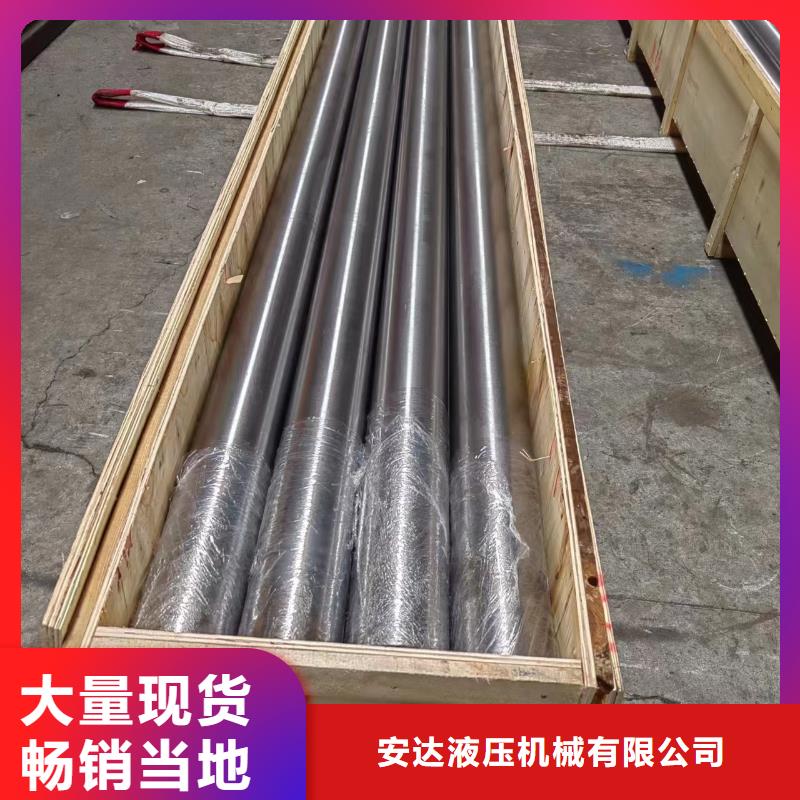
滚压管油缸筒品质优选
更新时间:2025-02-22 20:15:00 浏览次数:7 公司名称:聊城 安达液压机械有限公司
以下是:滚压管油缸筒品质优选的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 1公斤 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#/45#/16Mn |
| 产品品牌 | 九冶 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 有色金属 |
| 质保时间 | 1个月 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工/液压 |
| 是否进口 | 否 |
| 质量认证 | 正品 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |
以下是:滚压管油缸筒品质优选的图文视频



滚压管油缸筒品质优选,安达液压机械有限公司专业从事滚压管油缸筒品质优选,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到安徽省 淮南市 大通区、田家庵区、谢家集区、八公山区、潘集区、凤台县,以下是滚压管油缸筒品质优选的详细页面。 安徽省,淮南市 2022年,淮南市生产总值(GDP)1541.1亿元,比上年增长2.0%。
想要更直观地感受滚压管油缸筒品质优选产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:滚压管油缸筒品质优选的图文介绍


安徽淮南珩磨管油缸管绗磨管滚压管加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。



安徽淮南珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管

安徽淮南珩磨管油缸管绗磨管1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。绗磨管是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。滚压管


安徽淮南珩磨管油缸管绗磨管珩磨管淬火裂纹的宏观形态图2.1.1 材料冶金质量缩孔和严重的轧制缺陷造成材料明显的不均匀性,这时材料是不宜进行热处理的。而不少材料的冶金缺陷均可能单独与宏观或微观的内应力发生作用,促发珩磨管淬火裂纹。这些冶金质量问题包括:宏观偏析、固溶体偏析、固溶氢、锻轧缺陷、夹渣、铁素体珠光体带状组织及碳化物带状组织等。沿夹杂物扩展的珩磨管淬火裂纹2.1.2 材料含碳量和合金元 含碳量增加将降低马氏体的断裂强度。根据脆性固体理论断裂强度: 其中E、d值与含碳量相关,含碳量提高,马氏体中铁原子间结合力降低,弹形模量也降低,钢的断裂强度也随之降低。碳量增加,d值增加,使断裂强度降低。 而合金元素对珩磨管淬火裂纹的影响不一,例如Mn、Cr、V、Mo等元素与C一样,随其含量的增加而淬裂倾向变大。然而,B元素较为特殊,B能有效地提高淬透性。稀土元素对淬裂的影响研究甚少,说法不一。适量的稀土元素可减少位错移动所需要的摩擦力,因而有降低脆性破断倾向的作用。稀土元素富集于晶界,可净化和强化晶界,使P等杂质难以再偏集于晶界,可能起到减轻沿晶断裂的作用。滚压管



经过年的稳健经营与拓展,现已成为集 安徽淮南空心活塞杆设 计、开发、制造与销售为一体的实业型企业。 安达液压机械有限公司主要经营 安徽淮南空心活塞杆,以好的质量,齐全的 安徽淮南空心活塞杆产品,的服务,合理的价格,诚挚的信誉,竭诚为广大客户提供的服务,愿与每位客户携手共进,共创美好未来!



安徽淮南珩磨管油缸管绗磨管我们大口径厚壁绗磨管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
滚压管



在安徽省淮南市采买滚压管油缸筒品质优选到安达液压机械有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:高经理-17706353138,QQ:3573482096,地址:《辽河路燕山路交叉口南500米东首》。