


我们的【方矩管不锈钢管服务始终如一】视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:【方矩管不锈钢管服务始终如一】的图文介绍

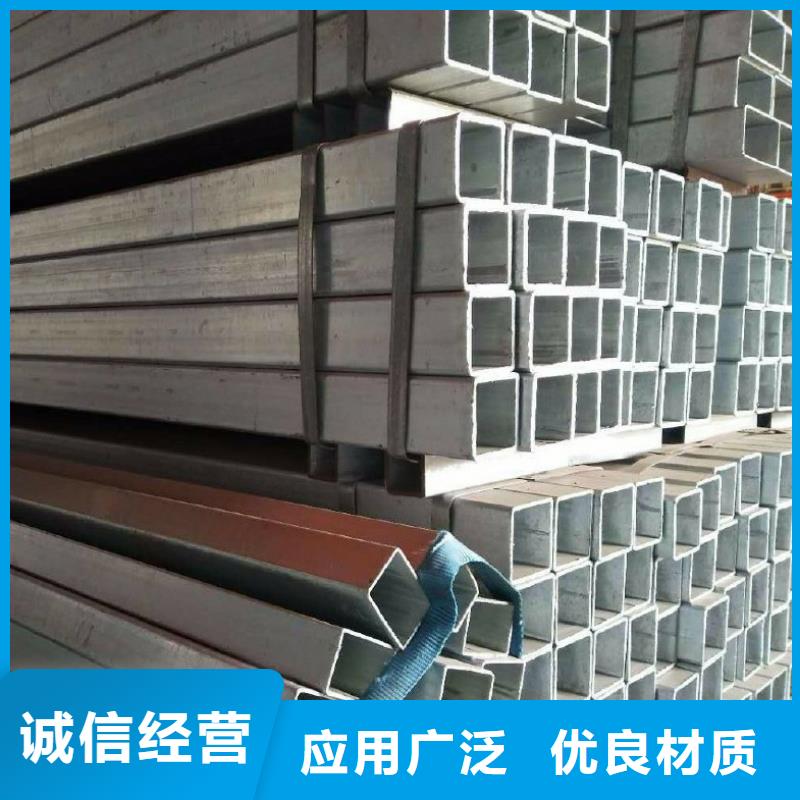
很多朋友在使用方矩管时会发现,钢管的表面有出现S形弯的情况,那么引起钢管出现S形弯的原因都有哪些呢?下面小编来为大家详细的介绍下。1、方矩管穿孔管坯过长,为了顶头提高寿命,将内冷却水增大,但是毛管产生螺旋阴阳面,毛管表面红黑两种明显温度,就是产生螺旋外径大小。 在冷拔精轧机加工时,由于毛管表面温度红黑存在,钢性硬度不一致, 所在金属延伸时,产生不同步,黑色的壁厚厚,红包壁厚薄,黑色的外径小,红色的外径大。-般穿钢管下料09-1.0米,这样顶头内冷却水控制小点,有利毛管表面不容易阴阳面。2、穿孔机前台送料口(进口嘴)凄压紧,不能有摆动现象。管坯咬入后,管坯尾巴产生甩动,顶头居穿孔时,左右摇摆,产生毛管波浪高低不平,并且均匀度壁厚准,同样送料内径不太大,也会管坯尾巴产生甩动厉害,一般送料内径此管坯大15毫米, 这样管坯咬入时,管坯较为稳定。3、定心辊的调正,毛管接近 架定心辊时, 即将打开,从而毛管进入 架定心辊内, 接近定心辊及进入定心辊内,在这段时间很短的阶段,往往第二架定心将顶杆调正比较低时,毛管会产生顶头工作时不稳定(毛管接近 架定心辊时, 打开,毛管往下沉,进入定心辊内,毛管又往上升,这样一低一升,顶头这里也-低升,逐步毛管产生壁厚不均匀。4、方矩管管坯断料与锯料I者有所不同。锯料没有压扁度,穿孔咬入准,头部壁厚匀度较好,断料压扁度大,有时壁厚负差大,而且往往产生咬入不良,精钢管管坯头部从而受轧辊内冷却水及页头的冷却水冲击,毛管头部一般产生严重阴阳面,而且精轧后,头部容易开裂。5、方矩管顶头与毛管内壁间隙不能过小。过小,毛管容易产生麻花波浪高低不平,而且由于间隙较小,顶头喷水循环流动减慢,并且顶头损坏较快,一般40-6坯,顶头直径不小于毛管内径5-6毫米,有时顶头使用大-点,毛管外径可以适当大一点。


5、组织缺陷,有些零件,根据服役条件,除要求一定的硬度外,还对金相组织有一定的要求,例如对中碳或中碳合金钢淬火后马氏体尺寸大小的规定,可按标准图谱进行评级。马氏体尺寸过大,表明淬火温度过髙,称为过热组织。对游离铁索体数量也有规定,过多表明加热不足,或淬火冷却速度不够。其他如工具钢、髙速钢,也相应地对奥氏体晶粒度、残余奥氏体量、碳化物数量及分布等有所规定。对这些组织缺陷也均应根据淬火具体条件分析其产生原因,采取相应措施及补救。但应注意,有些组织缺陷还与淬火前的原始组织有关。例如粗大马氏体,不仅淬火加热温度过髙可以产生,还可能由于淬火前的热加工所残留的过热组织遗传所致,因此,在淬火前应采用退火等办法过热组织。回火缺陷与,生产中常见的回火缺陷有:硬度过高或过低,硬度不均匀,以及回火产生变形及脆性等。回火硬度过高、过低或不均匀,主要是由于回火温度过低,过髙或炉温不均匀所造成的。回火后硬度过高还可能是由于回火时间过短。这类问题可以通过调整回火温度等来控制。硬度不均匀的原因,可能是由于一次装炉量过多,或选用加热炉不当所致。如果回火在气体介质炉中进行,炉内应有气流循环风扇,否则炉内温度不可能均匀。回火后工件发生变形,常由于回火前工件内应力不平衡,回火时应力松弛或产生应力重新分布所致。要避免回火后变形,或采用多次校直多次加热,或采用压具回火等措施。



当前实体经济通缩预期抬头,这将实际利率水平,进一步压制总需求,造成通缩预期的自我强化。因而逆周期的货币政策放松非常必要,降准、再次降息的压力仍大。我国北方大部分地区迎来强降温、降雪天气,东北、内蒙地区较为严重,户外工程大面积停工,需求下降明显,市场成交更加冷清,但由于贸易商对今年行情预期悲观,很早就开始降库存操作,有些甚至维持零库存,资源偏紧对抑制价格进一步走低起到一定作用,无奈成交差,个别城市价格仍继续下滑。而南方市场成交虽好于北方,但由于大部分地区多降雨天气,成交受限,整体也显一般,在成本端波动不大的情况下,贸易商多持稳观望,出货为主。近年来随着钢铁行情一直低迷不改,市场资金严峻的情况下,贸易商冬储意识已经淡化,囤货需求也一去不返,大多数贸易商谨慎操作,只进行少量备货,大量囤货概念早已淡化,往年在工地停工后,方矩管需求而拉起的行情,在今年将继续不复存在。需求淡季,市场成交将更加冷清。


恒永兴金属材料销售 有限公司是集生产、加工、销售于一体的 湖南衡阳管线管生产厂家。凭着优良的工艺、上乘的质量、合理的价格,我们 湖南衡阳管线管产品遍及全国多个省份与地区。 恒永兴金属材料销售 有限公司突出的优点是“交货及时”,质量以及售后服务在业界也获得了认可。 我公司位于“中国 湖南衡阳管线管之乡”的湖南衡阳,欢迎各界朋友莅临参观、指导和业务洽谈。



