









产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等(2)钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中”、接触弧长度合理(3)钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:球墨铸铁管矫直后弯曲度及椭圆度达不到要求。
球墨铸铁管但是供给侧结构性改革的任务还远没有完成。2019年钢铁行业要积极配合做好巩固化解重庆焊管过剩产能成果专项抽查工作,防范任何形式的违规新增产能。要充分发挥“地条钢”违法违规产能举报平台作用,及时反馈举报息,配合政府部门核实举报线索,严厉查处反面典型。要按照中央“紧紧抓住处置‘僵尸企业’这个牛鼻子”的要求,促进钢铁行业“僵尸企业”加快退出和兼并重组、布局调整。进一步优化资产结构和债务结构,推动去杠杆工作。

我们根据球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。塌箱现象与空腔砂型铸造不尽相同,严重的型壁位移会塌箱,浇注过程中负压中断,断流都会形成塌箱。球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。
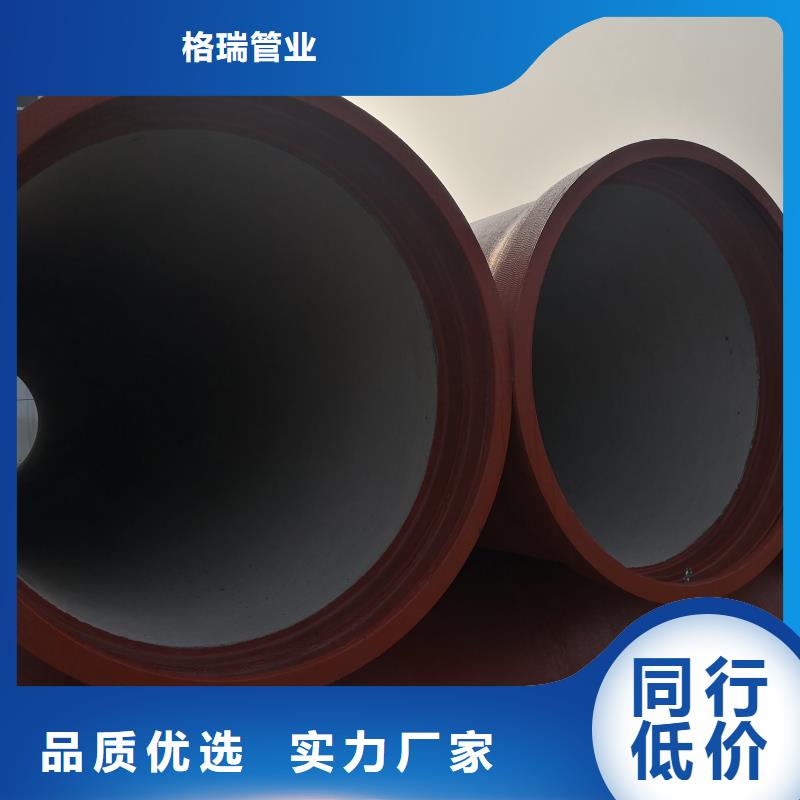
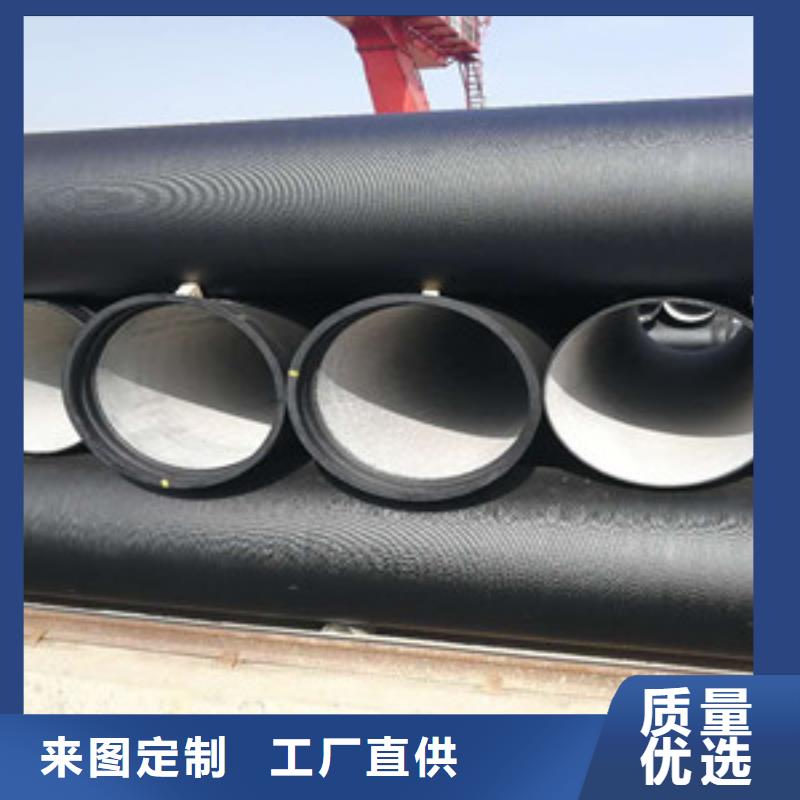
球墨铸铁管硅的挑选准则:硅是石墨化强度较高的元素。硅能有效地减少维坊球墨铸铁中的白点倾向,添加铁素体积,细化共晶团,进步石墨球的圆度。但是,硅会进步铸铁的耐性和耐性转移温度,下降冲击耐性,因而含硅量不宜过高。特别是在铸铁中钚、磷含量较高时,应严格控制硅含量。终硅含量通常在1.4-3.0%之间,用于球墨铸铁。挑选好碳当量后,一般选用高碳低硅强化孕育原理。 球墨铸铁管采用的水冷铸造设备和新工艺,通过ISO9001质量体系认证,产品严格按照ISO2531标准组织生产和检验,确保每根铸管具有良好的机械性能和较长的使用寿命;以精良的设施装备,雄厚的技术力量,科学的管理体系为支撑。公司供应的离心球墨铸铁管及配套管件具有高强度高延伸率,外观平整,抗腐蚀等卓越性能。产品主要用于城市输水、自来水、城市管网、消防工程、花园小区等流体压力主管道。球墨铸铁管规格(DN100-DN1600)。

