




另外油温升高后油液粘度下降,对密封的要求更加严格,有可能存在内泄。解决方法:。带锯床加装冷却装置,在使用过程中将液压油油温保持在相对较低的温度;。更换高一级粘度的液压油,如#改为#;。查找有无内泄现象;。更换油质较好的液压油。
带锯床油一热液压柱升不起来的原因分析
影响金属带锯床锯条价格的因素
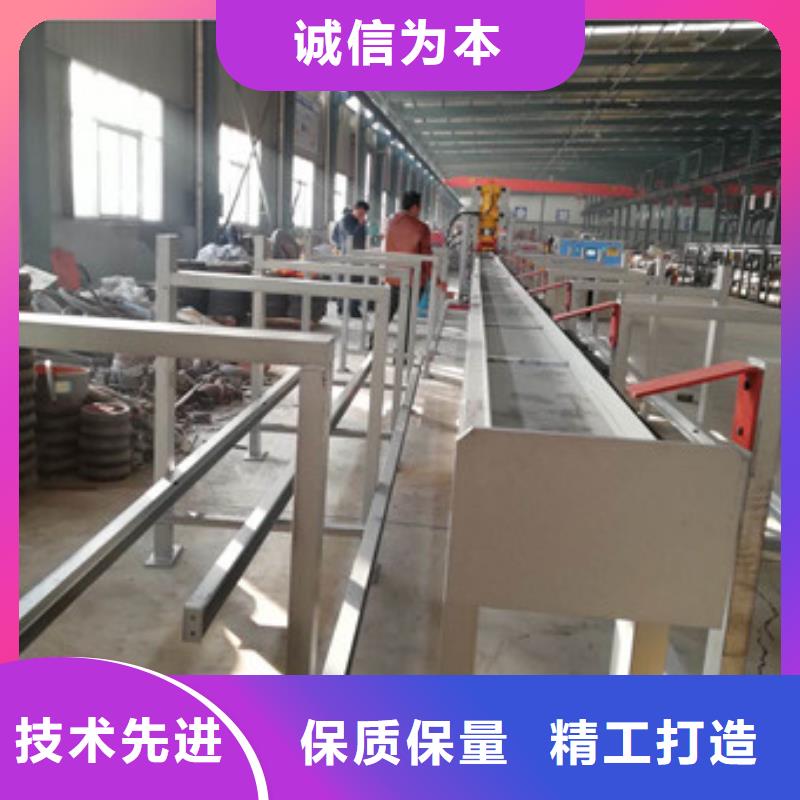
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
 <河池>建贸机械设备有限公司
<河池>建贸机械设备有限公司
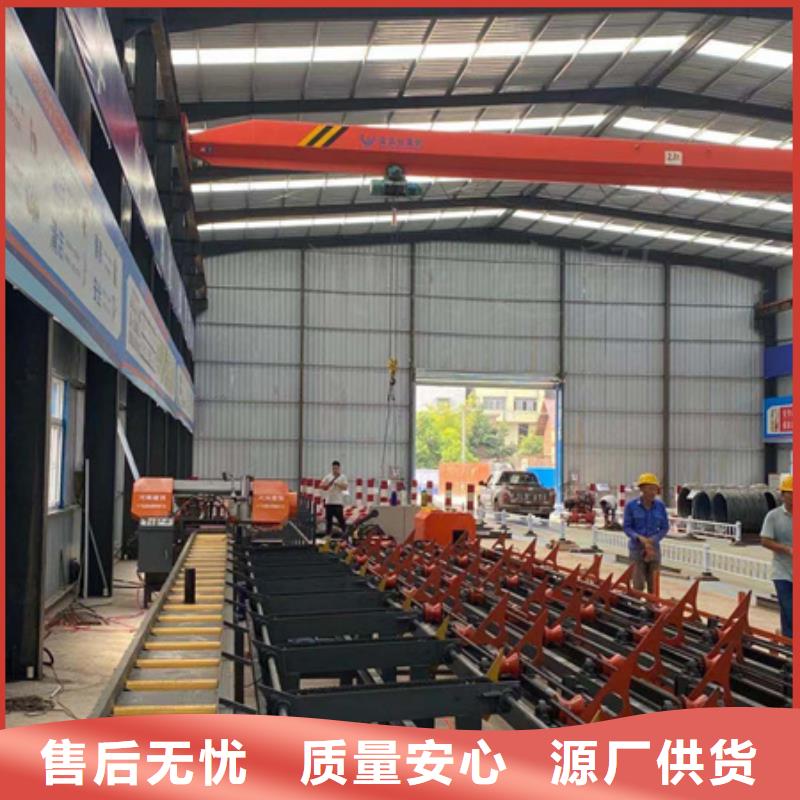
 河池锯钢筋锯床大型生产基地
河池锯钢筋锯床大型生产基地

GZ4220数控锯床特点
1. 设备采用双立柱结构,整机结构合理,性能稳定。
2. 设备自动化程度高,采用数字光栅尺的送料控制系统,实现送料高精度。是大批量下料的理想设备。
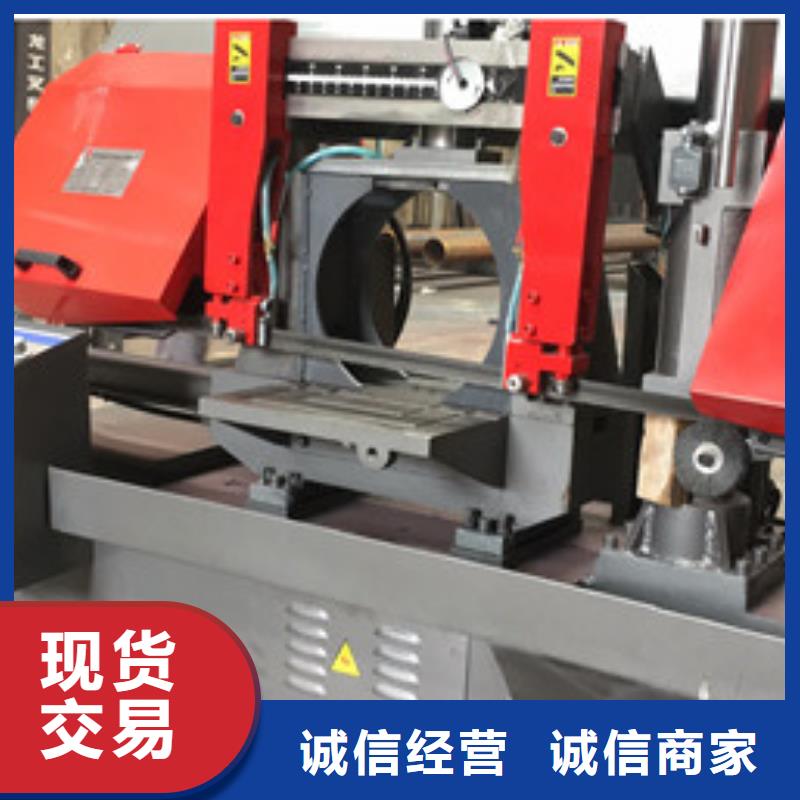
3. 采用触摸屏PLC控制系统,设定锯切全过程的自动程序(自动定尺送料-自动夹紧-自动锯切),可预计5组锯切工艺参数,使操作更加智能化。
4. 人机界面取代传统控制面板功能,数字设定,指示灯等,随时显示系统状态,操作指示,参数设定。
5. 采用液压双油缸的夹紧方式。
6. 根据加工需求,可定做锯带液压张紧及变频无极调速。
7. 采用行程开关控制,液压自动送料功能。
8. 设备带有断锯条保护功能,在锯条断开的时候机床自动停机。

