



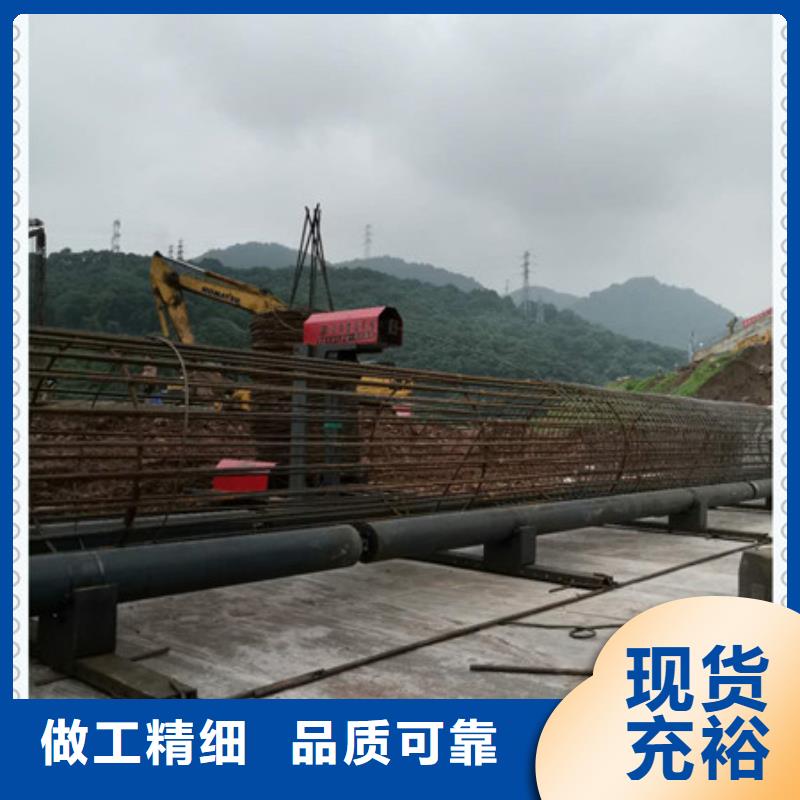


工艺流程:建贸机械厂家钢筋笼绕筋机JMRLJ-3000绕筋机钢筋井上下料→安装加劲箍→主筋与加劲箍焊接→绑扎螺旋筋→吊钢筋笼到孔内安装→隐蔽手续→桩身砼浇筑。3)钢筋笼制作按设计要求及实际桩长,孔上进行钢筋的配料,主筋搭接下料时,保证在35d或500m范围内搭接头的数量不超过主筋的50%,加劲箍制作时应确保桩主筋的保护层不得小于50mm,螺旋盘分段长度满足可绑3~5圈所需的钢筋长度;桩端水平箍筋不得少于3道。产品优势;1;该设备由PLC工控控制,内置程序,操作简单。2;绕筋间距无极可调,调直速度、行走速度、旋转速度 均由频器控制,速度可根据钢筋笼的规格、工人的熟练程度任意调节。3;钢筋笼绕筋机具有参数自动存储功能,可存储数百种规格的钢筋笼参数。4;设备具有远距离遥控功能,专门定制工业遥控器,配备信号增强天线,控制灵活方便。5;滚筒采用一级无缝钢管壁厚耐磨,大大增加了设备的使用寿命。6;调直机构角度可调节,适用范围广。7;放线架由实心圆钢,和厚度10mm的钢板加工而成,结构扎实,可放整捆钢筋。8;滚筒采用无缝连接,造型美观,操作不卡顿。本设备,适用于高速公路、高速铁路、地铁、水电站、房建防护等各种规格的钢筋笼的加工。
 工作原理钢筋绕筋机主机是采用传动原理——即钢筋笼平置于2组动力托辊之间转动,小车载着线材平行于主机匀速进行,产地螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产。产品特点:1、 速度快待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2、 质量稳定机械化作业不受人为因素影响,长时间工作可稳定质量不变。3、 适合各种主筋箍筋数量、形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4、 转运便捷组合式设计使搬运、安装、生产等不依赖起重设备,适应工厂化大批量固 定生产和施工现场分散的机业。5、 功耗低总功率不到15KW同步工作不到5KW 节能而且不影响总电容的配比。6、 流水线形式施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋施焊等 全部。7、 采用螺纹连接技术可,帮助钢筋笼分解、安装速度。目前该产品已成系列化,在范围内了推广应用,占据国内%以上的份额。一钢筋笼滚焊机加工钢筋笼的特点钢筋笼滚焊机加工速度快正常情况下备料及滚焊部分-人一班,分二班作业,个人就可以加工出多个米长成品的笼子,对于高铁施工中米桩的笼子曾经有日产节米的笼子米/天的生产记录,工作效率非常高。
工作原理钢筋绕筋机主机是采用传动原理——即钢筋笼平置于2组动力托辊之间转动,小车载着线材平行于主机匀速进行,产地螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产。产品特点:1、 速度快待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2、 质量稳定机械化作业不受人为因素影响,长时间工作可稳定质量不变。3、 适合各种主筋箍筋数量、形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4、 转运便捷组合式设计使搬运、安装、生产等不依赖起重设备,适应工厂化大批量固 定生产和施工现场分散的机业。5、 功耗低总功率不到15KW同步工作不到5KW 节能而且不影响总电容的配比。6、 流水线形式施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋施焊等 全部。7、 采用螺纹连接技术可,帮助钢筋笼分解、安装速度。目前该产品已成系列化,在范围内了推广应用,占据国内%以上的份额。一钢筋笼滚焊机加工钢筋笼的特点钢筋笼滚焊机加工速度快正常情况下备料及滚焊部分-人一班,分二班作业,个人就可以加工出多个米长成品的笼子,对于高铁施工中米桩的笼子曾经有日产节米的笼子米/天的生产记录,工作效率非常高。
 锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
 建贸机械设备有限公司
钢筋笼滚笼焊机规格齐全
建贸机械设备有限公司
钢筋笼滚笼焊机规格齐全


