
云海旭金属材料有限公司
哈尔滨钢索桥梁防撞栏杆_多年生产经验厂家
性涂层分别由热浸锌层、富锌磷化层、有机富锌环氧粉末涂层和聚酯“无瑕”彩色粉末涂层组成,要用的表面处理和设备,使四种保护层经科学合理的有机结合,赋予道路护栏具有优异的防腐性和良好的耐、耐化学性能以及的抗紫外线的性。
因此表达市政道路护栏的各种导向、分流、警示功能颜色与涂层品质至关重要,不能以简单的浸塑工艺、单层喷粉来处理,更不能用油漆来解决,需要“ 性涂层”。市政道路护栏的色彩功能、结构、涂层性能这三方面设计是一组系统完善的解决方案,可以解决目前市政道路护栏存在的种种问题,完整实现市政道路护栏的各项功能和作用。
我公司是一家集与生产于一体的企业,常年生产交通隔离栏、道路交通隔离栏、公路护栏,产品美观新颖易安装可靠等特点。我位于美丽的风筝之都潍坊市县城,地理位置十分优越。本主要生产交通隔离栏、道路交通隔离栏、公路护栏等系列产品。
我公司拥有的管理经验、生产流程和质量控制。在我们强调产品质量的同时,还积极与客户进行沟通,了解客户的需求,认识到我们的不足,并为客户提供和及时的售后服务。员工更是团结奋进,以严谨的工作作风,依靠同行业中进精湛的设备、优良的产品质量、的服务理念,争得了市场份额,紧跟时代的步伐、务实的品质,使我们确立了自身的赢家地位。
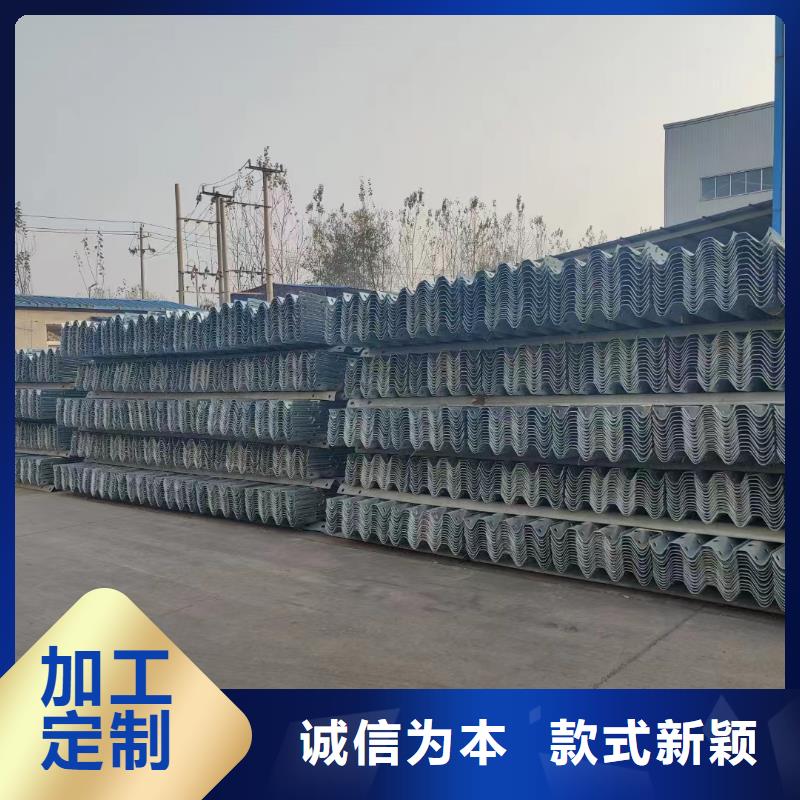
三波形梁护栏板的规格长4320毫米,波宽505毫米,波高85mm板厚:4mm;理论重量:102kg配合130*130的方管立柱。立柱:规格Φ11Φ140mm长度根据要求一般为85米、95米、2米、15米壁厚5MM;理论重量:Φ114的115kg/m、Φ140mm的104kg/m.标准段每公里用250块护栏板。
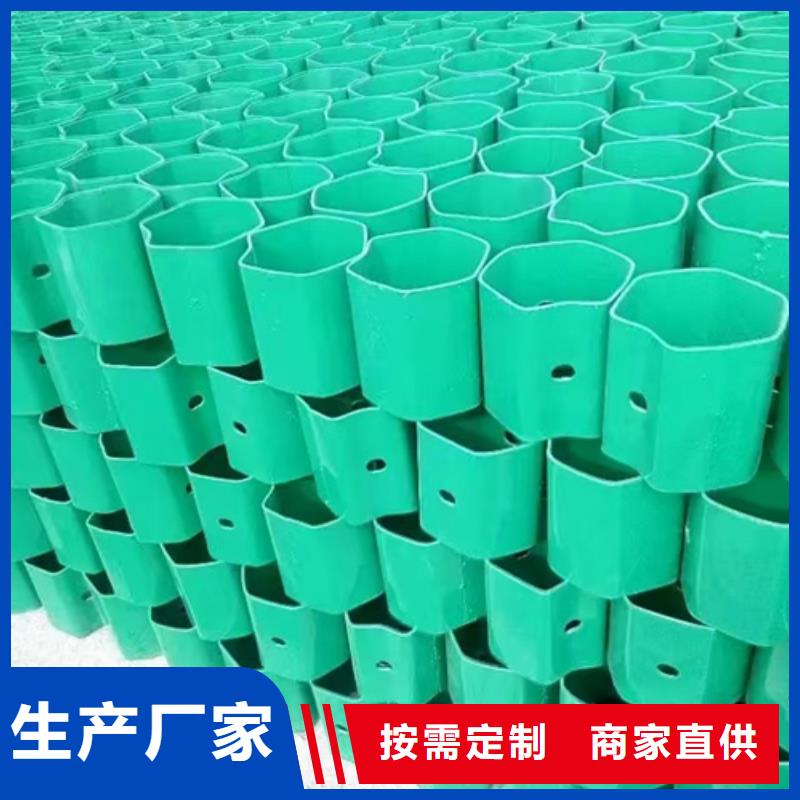
特点:防腐、防老化、抗晒、耐候等特点。表面防腐形式有电镀、热镀、喷塑、浸塑,镀锌后浸塑。使用效果:⑴结构合理,功能优。与景观相协调,形式美。防腐处理:经除锈、打磨、钝化、硫化等工艺后,采用镀塑处理,色彩为果绿色,镀层厚度为0.6~6mm,镀粉采用抗老化性能较佳的进口耐候性粉料,镀层必须颜色一致,表面光滑,不允许有流挂、滴瘤或多余结块。
镀件表面应无漏镀、露铁等缺陷。根据其样式可分等等。是重要的交通基础设施,高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。是高速公路重要和保障设施。
材质:选用低碳钢丝、铝镁合金丝,喷塑。编织及特点:编焊而成;网格结构简练、便于运输、安装不受地形起伏限制,是对于山地、坡地、多弯地带适应性极强。该产品坚固耐用、价格中等偏低,适合大面积采用。用途及使用范围:主要用于公园/动物园围栏、校园/场区围界、道路交通隔离、临时隔离带。
 期末高速公路护栏用钢大幅增长据测算,依据公路行业规划目标,及公路行业的运输需求情况(旅客运输需求量和货物运输需求量),采用多种方法(回归模型、弹性系数、比重法),对公路耗钢指标进行测?。
生产的交通道路隔离护栏规格齐全、品种多,可以任意选择高度、色彩。适用城市交通要道、高速公路中间绿化隔离带、桥梁、二级公路、乡镇公路及各公路收费口等的隔离。立柱安装有安置式和地脚螺栓两种方式。
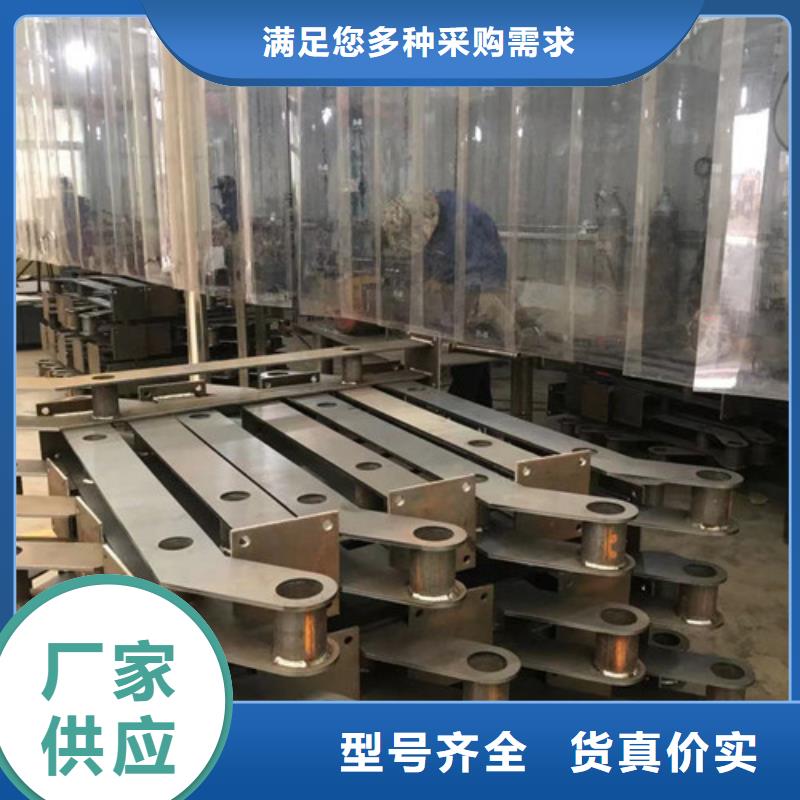
产品特点:其色彩鲜亮、表面光洁、强度高、韧性强、耐腐蚀、抗紫外线、不退色、不开裂、不脆化的优点,成为具装饰效果的公路护栏精品,适用于城市道路中间,洁净宽敞的街道与鲜艳靓丽的护栏,互相映辉,筑起一道亮丽的风景线,为我们的城市增光添彩;让我们高品位的城市建设更上新台阶。
公路护栏在我们生活中起到了重要的作用,它被广泛用于家中、马路上为我们的起到了保驾护航的作用。
下面来了解一下高速公路护栏的要求标准护栏板总长度4320毫米(安装完毕后净剩4米)立柱间距4米。两波形梁护栏板的宽度310mm,波高85mm板厚:3mm、4mm;理论重量:3mm厚的为416kg4mm厚的为655kg;每公里3MM厚的重13吨,4MM厚的重1388吨。
期末高速公路护栏用钢大幅增长据测算,依据公路行业规划目标,及公路行业的运输需求情况(旅客运输需求量和货物运输需求量),采用多种方法(回归模型、弹性系数、比重法),对公路耗钢指标进行测?。
生产的交通道路隔离护栏规格齐全、品种多,可以任意选择高度、色彩。适用城市交通要道、高速公路中间绿化隔离带、桥梁、二级公路、乡镇公路及各公路收费口等的隔离。立柱安装有安置式和地脚螺栓两种方式。
产品特点:其色彩鲜亮、表面光洁、强度高、韧性强、耐腐蚀、抗紫外线、不退色、不开裂、不脆化的优点,成为具装饰效果的公路护栏精品,适用于城市道路中间,洁净宽敞的街道与鲜艳靓丽的护栏,互相映辉,筑起一道亮丽的风景线,为我们的城市增光添彩;让我们高品位的城市建设更上新台阶。
公路护栏在我们生活中起到了重要的作用,它被广泛用于家中、马路上为我们的起到了保驾护航的作用。
下面来了解一下高速公路护栏的要求标准护栏板总长度4320毫米(安装完毕后净剩4米)立柱间距4米。两波形梁护栏板的宽度310mm,波高85mm板厚:3mm、4mm;理论重量:3mm厚的为416kg4mm厚的为655kg;每公里3MM厚的重13吨,4MM厚的重1388吨。

 对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。
不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。
对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。
不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。

 用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。
过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。
用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。
过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。
您的位置>首页 >哈尔滨当地行业新闻News >