











球墨铸铁管在管道允许伸缩量中可以自由伸缩一旦越过其 伸缩量就起到限位确保管道的运行。按其制造方法可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管砂型离心铸铁直管:砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。连续铸铁直管:连续铸铁直管即连续铸造的灰口铸铁管,适用于水及煤气等压力流体的输送。球墨铸铁中碳含量不高,球墨铸铁管的流动性也不好,会导致外表缺点,容易造成缩孔松弛。铸铁排水管的安装规范一般人感觉铸铁管生锈,实践是一种误解,铸铁管中占体积百分比较高的碳是以游离态石墨的形态存在于灰铸铁中的,当表层部分铁被氧化后就堆积下了致密的石墨保护层,阻碍了腐蚀的进一步发展,这是灰铸铁耐腐蚀的原因。

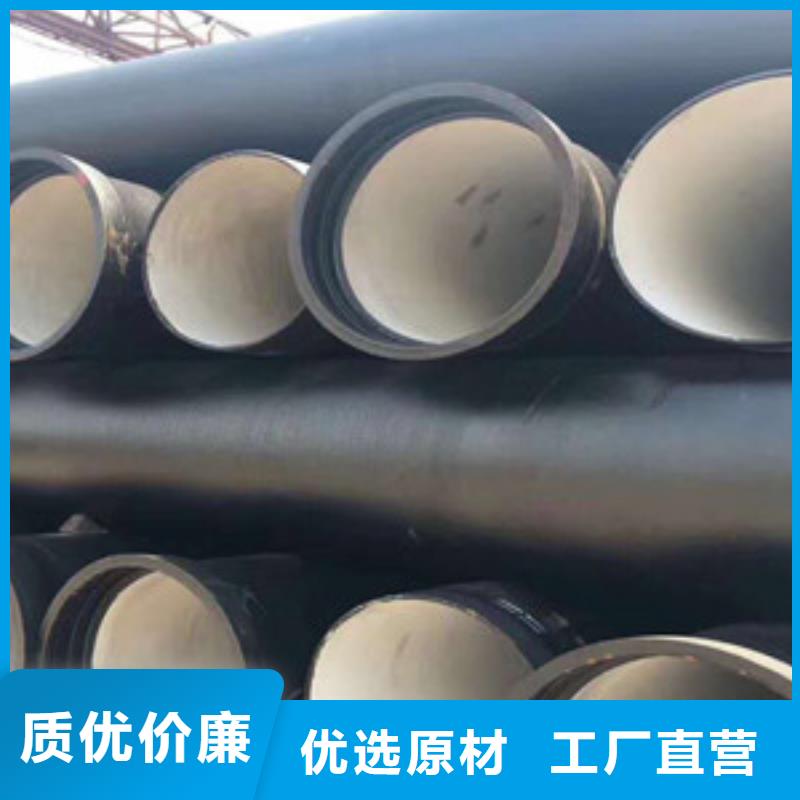
球墨铸铁管管径≤355mm,UPVC给水塑料管具有较明显的技术经济合理性,但随着管径的增大和管道工作压力的提高,其经济性则开始降低。净水厂各处理构筑物及设备的规模仅为3200m3/d, 供水量也只能达到3600m3/d,而对县城现在的需求量6000 m3/d也只是杯水车薪。水厂处理规大管径的给水球墨铸铁管多用在埋地城市给水主干管。球墨铸铁管具有强度高、韧性大、抗震性能好、耐腐蚀性、使用期限长、价格低、便于安装等优点。与钢管相比不易腐蚀,造价低,耐久性好。缺点是性脆、重量大、长度小、水流条件差。在供水压力不大于0.8MPa时,模较小,水处理设备老化,供水能力不足的问题日益严重,时有发生断水现象。

球墨铸铁管铸件生产技术涉及铸铁性能、充型过程。精密造型、机加工、模样、工艺设计和市场等方面。许多研究和实践表明,开发薄壁铸铁件的首要任务是开发高碳当量。高强度灰铸铁及其强化工艺。铸造出高强度、薄壁及复杂内腔铸件,必须从材质、工艺和装备等整体上采取综合措施加以解决。国外在柴油机、发动机缸体缸盖的铸造和薄壁高强度灰铸铁的孕育处理方面达到较高水平。的高强度薄壁我国高强度灰铸铁研究的重点是:提高铁液温度,改善铸铁冶金质量,采用合成铸铁熔炼工艺。球墨铸铁管将会大量出现在一般机电产品中。与铝合金铸件相比,低成本和良好的铸造性能是灰铸铁件的一个主要优势。目前,制约灰铸铁件增长和发展的主要因素之一是轻量化,铸铁轻量化必将为铸铁工业注入新的活力。因此,高强度薄壁灰铸铁件的生产技术开发成为问题的关键。
我们根据球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。塌箱现象与空腔砂型铸造不尽相同,严重的型壁位移会塌箱,浇注过程中负压中断,断流都会形成塌箱。球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。
