
为了给您提供更的【不锈钢焊管】镀锌方管研发生产销售产品信息,解锁【不锈钢焊管】镀锌方管研发生产销售产品新体验,视频带你玩转每个细节!
以下是:【不锈钢焊管】镀锌方管研发生产销售的图文介绍


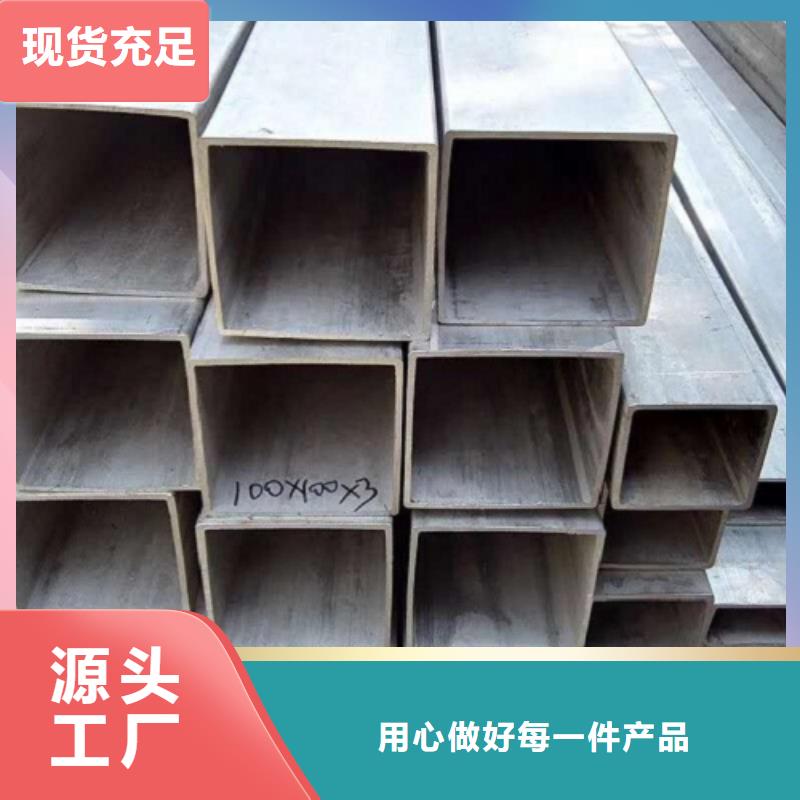
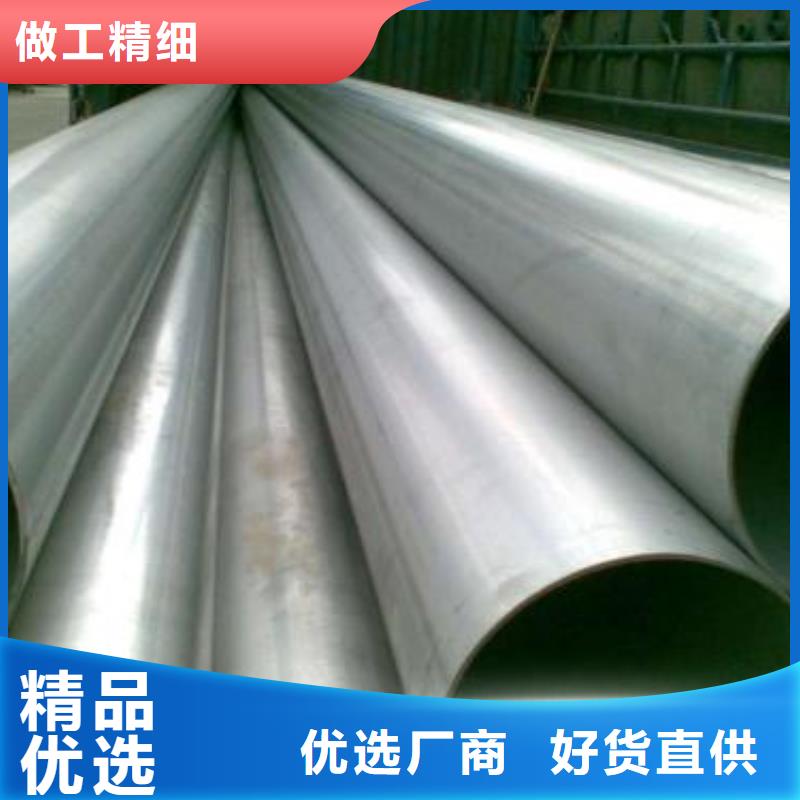
904L不锈钢管的耐腐蚀性:不锈钢无缝管,焊接收(装修管),方管。其标准:无缝管外径3-577MM,壁厚0.4-14MM;焊接收外径6-219MM,壁厚0.3-4.0MM。 904L不锈钢管厂家告诉大家,904L不锈钢管的重量计算是这样得来的。
重量(kg)=长度(m)*宽度(m)*厚度(mm)*密度值
不锈钢比重:●铬不锈钢取7.75吨/M3 ●铬镍不锈钢取7.93吨/M3 ●铁取7.87吨/M3
不锈钢板理论重量计算公式
钢品理论重量 长度(mm)×宽度(mm)×厚度(mm)×密度值= 重量(kg)不锈钢换热管厂家温州丰茂不锈钢有限公司向大家介绍,不锈钢精密毛细管的材质可分为:
1 奥氏体形 1Cr17Mn6Ni5N 节镍钢种,代替牌号1Cr17Ni7,冷加工后具有磁性。铁道车辆用。
2 1Cr18Mn8Ni5N 节镍钢种,代替牌号1Cr18Ni9
3 1Cr17Ni7 经冷加工有高的强度。铁道车辆,传送带,螺栓螺母
4 1Cr18Ni9 经冷加工有高的强度,但伸长率比1Cr17Ni7稍差。建筑用装饰部件。
5 Y1Cr18Ni9 提高切削、耐烧蚀性。适用于自动车床。螺栓螺母
6 Y1Cr18Ni9Se 提高切削、耐烧蚀性。适用于自动车床。铆钉、螺钉
7 0Cr19Ni9 作为不锈耐热钢使用广泛,食品用设备,一般化工设备,原子能工业用
8 00Cr19Ni11 比0Cr19Ni9碳含量更低的钢,耐晶间腐蚀性优越,为焊接后不进行热处理部件类
9 0Cr19Ni9N 在牌号0Cr19Ni9上加N,强度提高,塑性不降低。使材料的厚度减少。作为结构用强度部件
10 0Cr19Ni10NbN 在牌号0Cr19Ni9上加N和Nb,具有与0Cr19Ni9N相同的特性和用途
11 00Cr18Ni10N 在牌号00Cr19Ni11上加N,具有以上牌号同样特性,用途与0Cr19Ni9N相同,但耐晶间腐蚀性更好
12 1Cr18Ni12 与0Cr19Ni9相比,加工硬化性。旋压加工,特殊拉拨,冷镦用
13 0Cr23Ni13 耐腐蚀性,耐热性均比0Cr19Ni9好
14 0Cr25Ni20 搞氧化性比0Cr23Ni13好。实际上多作为耐热钢使用
重量(kg)=长度(m)*宽度(m)*厚度(mm)*密度值
不锈钢比重:●铬不锈钢取7.75吨/M3 ●铬镍不锈钢取7.93吨/M3 ●铁取7.87吨/M3
不锈钢板理论重量计算公式
钢品理论重量 长度(mm)×宽度(mm)×厚度(mm)×密度值= 重量(kg)不锈钢换热管厂家温州丰茂不锈钢有限公司向大家介绍,不锈钢精密毛细管的材质可分为:
1 奥氏体形 1Cr17Mn6Ni5N 节镍钢种,代替牌号1Cr17Ni7,冷加工后具有磁性。铁道车辆用。
2 1Cr18Mn8Ni5N 节镍钢种,代替牌号1Cr18Ni9
3 1Cr17Ni7 经冷加工有高的强度。铁道车辆,传送带,螺栓螺母
4 1Cr18Ni9 经冷加工有高的强度,但伸长率比1Cr17Ni7稍差。建筑用装饰部件。
5 Y1Cr18Ni9 提高切削、耐烧蚀性。适用于自动车床。螺栓螺母
6 Y1Cr18Ni9Se 提高切削、耐烧蚀性。适用于自动车床。铆钉、螺钉
7 0Cr19Ni9 作为不锈耐热钢使用广泛,食品用设备,一般化工设备,原子能工业用
8 00Cr19Ni11 比0Cr19Ni9碳含量更低的钢,耐晶间腐蚀性优越,为焊接后不进行热处理部件类
9 0Cr19Ni9N 在牌号0Cr19Ni9上加N,强度提高,塑性不降低。使材料的厚度减少。作为结构用强度部件
10 0Cr19Ni10NbN 在牌号0Cr19Ni9上加N和Nb,具有与0Cr19Ni9N相同的特性和用途
11 00Cr18Ni10N 在牌号00Cr19Ni11上加N,具有以上牌号同样特性,用途与0Cr19Ni9N相同,但耐晶间腐蚀性更好
12 1Cr18Ni12 与0Cr19Ni9相比,加工硬化性。旋压加工,特殊拉拨,冷镦用
13 0Cr23Ni13 耐腐蚀性,耐热性均比0Cr19Ni9好
14 0Cr25Ni20 搞氧化性比0Cr23Ni13好。实际上多作为耐热钢使用



万弗莱钢有限公司在取得良好经济效益回报社会、股东的同时,发扬企业表率作用,承担更多的社会责任,为 广西桂林钢塑复合管行业做出更大贡献。



双相不锈钢管的异军突起已成为曩昔数十年来不锈钢管业的重大突破之一。双相不锈钢管耐蚀性好,强度高,是传统不锈钢和结构钢的 代替资料。随着镍、钼等重要合金的价格不断上涨,价格稳定的双相不锈钢管逐步遭到用户青睐。可是从技术层面剖析,稳定的价格可认为是双相不锈钢管给出的额外附带长处。
双相不锈钢管在腐蚀环境中性价比 。与300系不锈钢比较,本钱有不同程度的下降。双相不锈钢管的屈从强度比300系不锈钢高一倍,关于相同的载荷,能够选用更薄的双相不锈钢管。双相不锈钢管的制造本钱也比其他资料低,由于它简单加工和焊接。与高镍合金比较,铁素体相提高了双相不锈钢管的可焊接性。仅这一点就能够节约很多的焊接时间。使用高速钢切削东西,经济型双相不锈钢管 LDX 2101?的机械加工与316不锈钢相似,或许更简单些。而且双相不锈钢管机加工所需的工时也比高镍合金少。
依据《欧洲-不锈钢规划手册》,受轴向力的构件和受轴向力+曲折力的构件的规划强度等于0.2%屈从强度,还要考虑资料温度。达到焚烧温度时,不锈钢与其他金属的体现不同,它能在规范火情焚烧30分钟的温度下较好地保持其力学性能(主要是弹性模量和屈从强度)。不锈钢屈从强度的稳定性取决于资料的合金成分,即选用的不锈钢钢种。
不锈钢的结构规划并不比碳结钢的杂乱,双相不锈钢管的热膨胀系数与碳钢相同,大大低于奥氏体不锈钢。焊接接头的抗疲劳强度和碳钢接头相同好。它们的结构强度比规范奥氏体好,构件的承载力更大。



dxfg

焊接引弧斑痕
焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
焊接飞溅
焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻损伤。
焊剂
利用焊剂进行焊接的工艺有手工焊,带焊剂芯电弧焊和埋弧焊,这些焊接工艺都会在表面留下细小的焊剂颗粒,普通的清理方法无法将它们掉。这此颗粒将是缝隙腐蚀的腐蚀源,必须采用机械清理方法去除这些残留焊剂。
焊接缺陷
焊接缺陷如:咬边、未焊透、密集气孔和裂纹不仅降低接头的牢固性,而且还会成为缝隙腐蚀的腐蚀源。改善这种结果进行清理操作时,它们还会夹带固体颗粒。这些缺陷可通过重新焊接或修磨后重焊进行修补。
油和油脂
有机物质如:油,油脂甚至指印都会成为局部腐蚀的腐蚀源。由于这些物质能起屏障作用,它们会影响化学和电化学清理效果,因而必须彻底清理掉。ASTM A380有一种简单的断水(WATERBREAK)试验检测有机污染物。试验时,从垂直表面的顶部浇下水,在向下流的过程中水会沿着有机物质的周围分开。熔剂和/或酸性化学清洗剂可油迹和油脂。
残余粘合剂
撕掉胶带和保护纸时,粘合剂总有一部分残留在不锈钢表面。如果粘全剂还没硬,可以用有机熔剂去除。但是,当曝露在光和/或空气中时,粘全剂变硬,形成缝隙腐蚀的腐蚀源。然后需要用细磨料进行机械清理。
焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
焊接飞溅
焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻损伤。
焊剂
利用焊剂进行焊接的工艺有手工焊,带焊剂芯电弧焊和埋弧焊,这些焊接工艺都会在表面留下细小的焊剂颗粒,普通的清理方法无法将它们掉。这此颗粒将是缝隙腐蚀的腐蚀源,必须采用机械清理方法去除这些残留焊剂。
焊接缺陷
焊接缺陷如:咬边、未焊透、密集气孔和裂纹不仅降低接头的牢固性,而且还会成为缝隙腐蚀的腐蚀源。改善这种结果进行清理操作时,它们还会夹带固体颗粒。这些缺陷可通过重新焊接或修磨后重焊进行修补。
油和油脂
有机物质如:油,油脂甚至指印都会成为局部腐蚀的腐蚀源。由于这些物质能起屏障作用,它们会影响化学和电化学清理效果,因而必须彻底清理掉。ASTM A380有一种简单的断水(WATERBREAK)试验检测有机污染物。试验时,从垂直表面的顶部浇下水,在向下流的过程中水会沿着有机物质的周围分开。熔剂和/或酸性化学清洗剂可油迹和油脂。
残余粘合剂
撕掉胶带和保护纸时,粘合剂总有一部分残留在不锈钢表面。如果粘全剂还没硬,可以用有机熔剂去除。但是,当曝露在光和/或空气中时,粘全剂变硬,形成缝隙腐蚀的腐蚀源。然后需要用细磨料进行机械清理。
