




不要满足于简单的文字描述,点击我们的不锈钢带孔钢板卷筒焊接容器罐卷筒品质保障产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:不锈钢带孔钢板卷筒焊接容器罐卷筒品质保障的图文介绍

焊接方法分类 螺旋焊接钢管 螺旋焊接钢管 按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。 电焊钢管:用于石油钻采和机械制造业等。 炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。按焊缝形状分类可分为直缝焊管和螺旋焊管 直缝焊管阳春直缝钢板卷管加工厂家 生产工艺简单,生产效率高,成本低,发展较快。 螺旋焊管 强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。


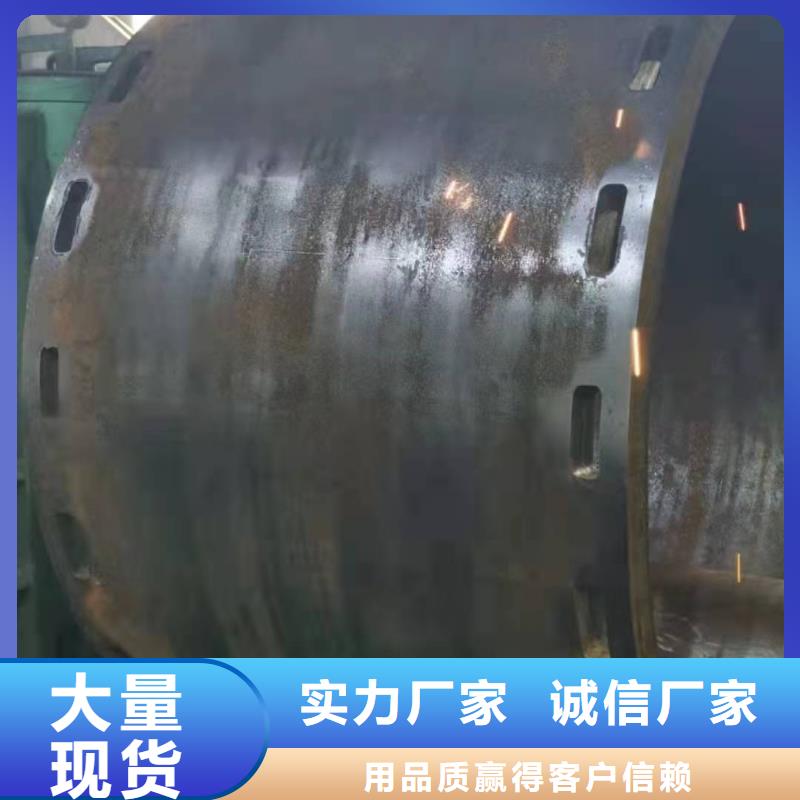
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



大口径钢板卷管的材质是以碳钢为主,还包括QQQ丁字焊大口径钢板卷管,般钢板厚度为mm等,所以这种大口径焊管的工艺是比较灵活必须对将两个或者两个以上的钢管进行连接,方便适用的,外径-mm,直接从钢板轧制,焊接,成型,对接,卷管,处理时间短-,交付快,外径为-mm,热轧厚壁卷管在钢板加热下轧制。,焊接,形成,去毛刺,缺陷检测,出厂。有时壁厚相对较厚,需要次加热。特征是外径公差小。,壁厚均匀。重要的是热轧厚壁卷管不会损害原材料的性能。热辊厚壁卷管的缺点是处理时间长,。热轧厚壁卷管被广泛使用:缸体,液压,桥架,辊道等。E厚壁卷管工艺特点厚壁卷管对盐镀锌的优化盐镀锌大优点是电流效率高达,沉积速率,快,这是其他镀锌工艺无可比拟的。由于镀层结晶不够细致,分散能力与深镀能力较差,其余组分均舍弃。在组成新工艺配方中又加入适量铁盐只保留了主盐锌,使原来的单金属镀层形成锌铁合金镀层。工艺的重组,不仅发扬了原工艺电流效率高,沉积速率快的优点,现在简单与复杂件都能镀,而且防护性能比单金属提高~倍。生产实践证明,用于线材,管材的连续电镀,管径沉积速率快。~min内镀层厚度达到要求。

山特金属制品有限公司自成立起便将严谨的工作态度注入公司企业文化中,在 云南楚雄冷拨圆钢产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 云南楚雄冷拨圆钢产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 云南楚雄冷拨圆钢渠道,满足客户需求,公司真诚邀请国内各区域用户合作。



