


想要更直观地了解不锈钢带孔钢板卷筒焊接容器罐卷筒优惠报价产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:不锈钢带孔钢板卷筒焊接容器罐卷筒优惠报价的图文介绍
山特金属制品有限公司专门为 安徽池州冷拨圆钢产品提供售前和售后服务,公司秉承“质量是生命,诚信是灵魂,创新是源泉”的经营方针及“诚信经营,用户至上”的经营宗旨,坚持“团结务实、求实创新、开拓进取、与时俱进”的企业精神,为振兴民族工业 安徽池州冷拨圆钢创新品牌的目标而奋勇前进。



钢板卷管 铸造卷筒裂纹是一种在较高温度下形成的裂纹在体积收缩较大的合金和形状较复杂的铸件容易出现。? 产生原因:? 1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊? 2.砂型(芯)退让性不良? 3.铸型局部过热? 4.浇注温度过高? 5.自铸型中取出铸件过早? 6.热处理过热或过烧,冷却速度过激?1、铝和其他软金属?



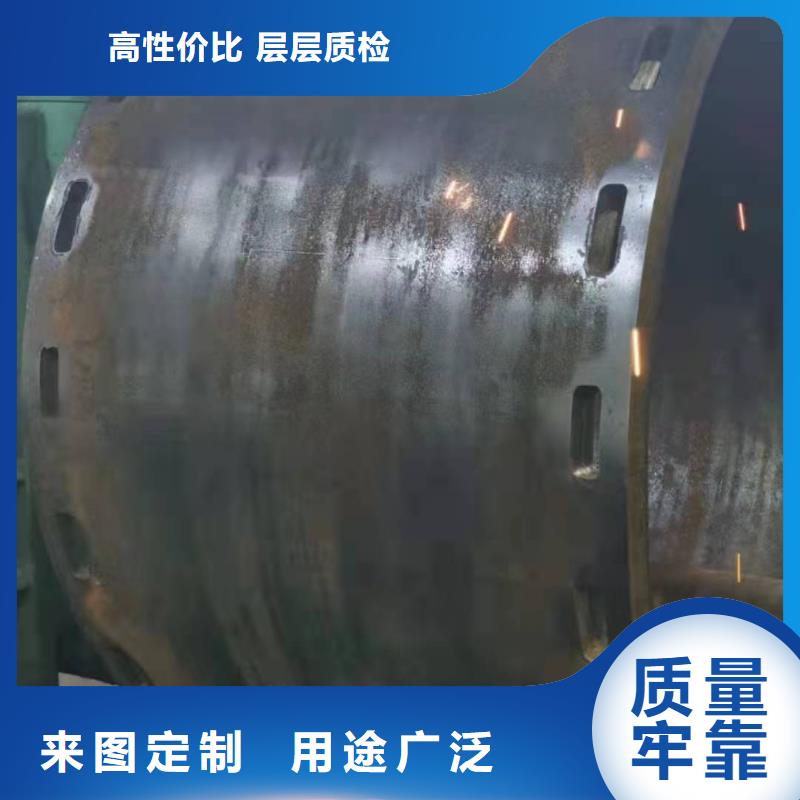
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。


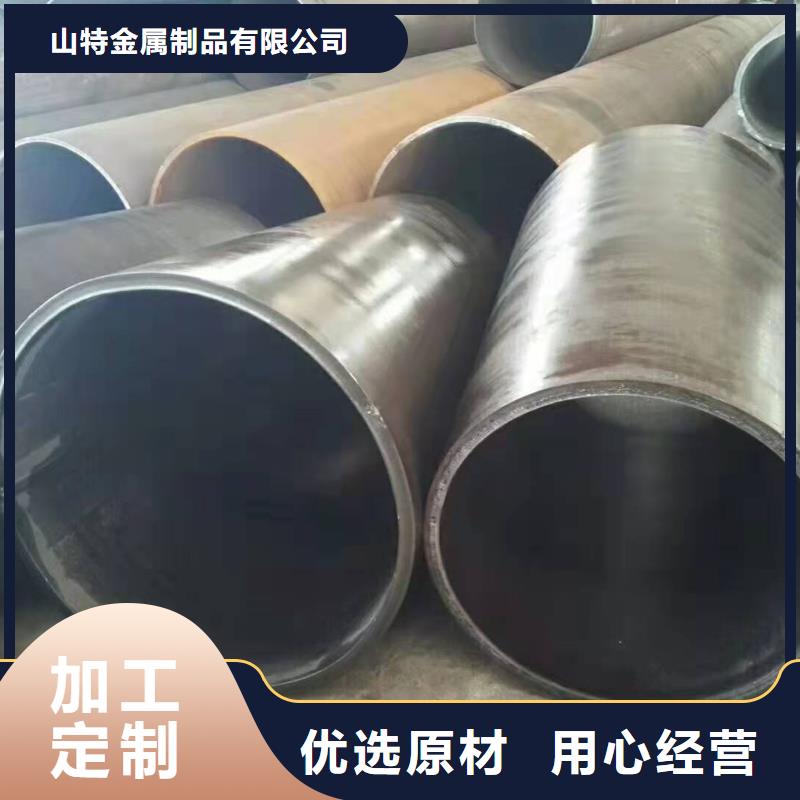
钢板卷管卷管按照不同的性质和功能分类可以分为不同的种类和型号,在不同的行业和领域中具有不同的使用性能和价值。大口径卷管的生产需要按照相应的工艺生产,在生产时添加一些辅助原料,提高卷管的使用性和耐用性,增加卷管的使用寿命和使用价值。 焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢。中文名焊接钢管坯料钢板或带钢焊接方法电弧焊管、高频或低频电阻焊管焊缝形状直缝焊管和螺旋焊管直缝焊管生产工艺简单,生产效率高腐蚀性



放样下料 必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按钢板卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。
