




预调部分:该部分主要通过预调轮调直让线材更好的进入全自动钢筋弯箍机的调直筒内。3、通调柜部分:该部分主要通过调直轮使曲线棍达到相关的偏心量,线材在高速的调直筒中完成校直工作。4、牵引部分,该部分由电机提供动力,通过减速机机构由牵引轮拽住线材向前运动,帮助全自动钢筋弯箍机完成线材的进出工作。计米轮在线材前进的作用下随着线材的运动而转动,再通过感应器完成计长工作,当达到设定的长度后,感应器将电信 传送到液压部分实施剪切,复位后等待下一次工作循环,计米装置在数控电屏数量上设定根数,然后按确定键完成计数工作。5、计米装置:电控计长装置通过计米器传感器,在数控计长电控屏长度上设定所需长度,然后按确定键完成计长工作。弯曲中心6、液压切断部分,该部分通过电机提供动力带动液压泵站通过电磁控制,使全自动钢筋弯箍机的油缸杆运动,从而切断线材,活动油缸在弹簧作用下返回复位,等待下一次工作。7、弯曲部分:该部分通过油缸推动转动偏心圆盘进行弯曲达到角度弯曲要求,复位后等待下一个工作循环。8、承受架部分:通过切断弯勾,线材沿着承受架前进,待到达规定的长度后,动力切断线材,线材自动滑下,全自动钢筋弯箍机等待下一次工作循环。
 这种振动传到油箱和管路时,会因共振而发出很大的噪声,应对转子进行动平衡试验,且在产品设计时应应注意防止其产生共振。机械噪声还包括机械零件缺陷和装配不合格而引起的高频噪声。因此,弯曲中心;必须严格保证制造和安装的质量,产品结构设计应科学合理。操作数控钢筋弯箍机出现跳闸的原因,数控钢筋弯箍机在建筑行业中有着重要的作用,但是在使用时有时会出现跳闸的原因,这是什么原因造成的呢。下面我们就来一起了解一下跳闸的原因:数控钢筋弯箍机在操作过程中跳闸的现象是存在的,当它跳闸时我们该如何进行操作吧。
这种振动传到油箱和管路时,会因共振而发出很大的噪声,应对转子进行动平衡试验,且在产品设计时应应注意防止其产生共振。机械噪声还包括机械零件缺陷和装配不合格而引起的高频噪声。因此,弯曲中心;必须严格保证制造和安装的质量,产品结构设计应科学合理。操作数控钢筋弯箍机出现跳闸的原因,数控钢筋弯箍机在建筑行业中有着重要的作用,但是在使用时有时会出现跳闸的原因,这是什么原因造成的呢。下面我们就来一起了解一下跳闸的原因:数控钢筋弯箍机在操作过程中跳闸的现象是存在的,当它跳闸时我们该如何进行操作吧。
 长沙
立式钢筋弯曲中心报价
建贸机械设备有限公司
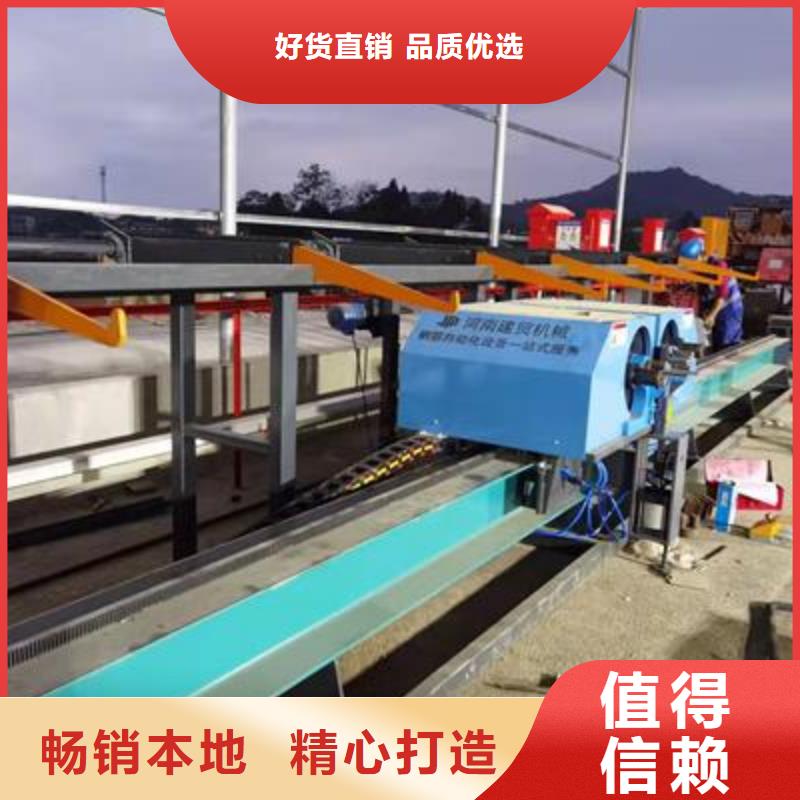
由品牌伺服电机控制,机头移动响应快,定位精度高;正反弯曲180度,弯曲机头机构紧凑,配置不同型 的弯曲模具,弯制钢筋范围广泛;弯曲平台采用高强度导轨,不易变形,经久耐用;自动喂料,两套弯曲机构同时?弯曲中心。数控钢筋笼滚焊机滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。因为不可避免地存在分流现象,使焊接区电流场和热场的分布有自己的特点;而传递压力、通电加热的滚盘不断转动变换焊接位置,使电流场、热场的分布及熔化区结晶特点均与变换位置的速度有关。钢筋笼滚焊机也就是一种生产钢筋笼的设备,采用机械化方式加工,在加工质量方面也有了保障,平时使用数控钢筋笼滚焊机要做好相应的润滑工作,做好合理的润滑工作,不仅能延长钢筋笼滚焊机的使用时间,也能设备各组件之间的摩擦,以工作效率,但如果没。
长沙
立式钢筋弯曲中心报价
建贸机械设备有限公司
由品牌伺服电机控制,机头移动响应快,定位精度高;正反弯曲180度,弯曲机头机构紧凑,配置不同型 的弯曲模具,弯制钢筋范围广泛;弯曲平台采用高强度导轨,不易变形,经久耐用;自动喂料,两套弯曲机构同时?弯曲中心。数控钢筋笼滚焊机滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。因为不可避免地存在分流现象,使焊接区电流场和热场的分布有自己的特点;而传递压力、通电加热的滚盘不断转动变换焊接位置,使电流场、热场的分布及熔化区结晶特点均与变换位置的速度有关。钢筋笼滚焊机也就是一种生产钢筋笼的设备,采用机械化方式加工,在加工质量方面也有了保障,平时使用数控钢筋笼滚焊机要做好相应的润滑工作,做好合理的润滑工作,不仅能延长钢筋笼滚焊机的使用时间,也能设备各组件之间的摩擦,以工作效率,但如果没。
 jmc1
调直钢筋被压辊拖动,以一定速度行进(一般情况钢筋前进速度为30m/min),锤头上下往复运动为600次/分,则锤头完成一个行程需要0.1s,即数控弯箍机构从接收到信 ,到锤头落下弯箍完成,时间在0~0.1s范围内变化。若让钢筋自由行走,钢筋必须会存在0~50mm之间的行走误差。按照目前数控钢筋笼滚焊机的定长方法,是到位后迫使钢筋停止前进,来所需的弯箍精度,则夹辊与钢筋间将存在相对运动而打滑,弯曲中心;势必在钢筋表面形成划痕。同样,迫使钢筋停止前进亦会产生上节所出现的情况,而且钢筋越长,误差越严重。还有一种可能就是钢筋顶动数控弯箍机的定尺板,因弯曲引起的误差。受料架上定尺板及拉筋均有一定的质量,且存在滑动摩擦力,而且还要拖动行程开关动作,钢筋或多或少地存在一定的弯曲,不可避免地存在定长误差。以上内容由我们厂家给大家讲述的数控钢筋笼滚焊机定尺弯箍误差的原因,如果您想了解更多关于数控钢筋笼滚焊机的信息,进行查询。
jmc1
调直钢筋被压辊拖动,以一定速度行进(一般情况钢筋前进速度为30m/min),锤头上下往复运动为600次/分,则锤头完成一个行程需要0.1s,即数控弯箍机构从接收到信 ,到锤头落下弯箍完成,时间在0~0.1s范围内变化。若让钢筋自由行走,钢筋必须会存在0~50mm之间的行走误差。按照目前数控钢筋笼滚焊机的定长方法,是到位后迫使钢筋停止前进,来所需的弯箍精度,则夹辊与钢筋间将存在相对运动而打滑,弯曲中心;势必在钢筋表面形成划痕。同样,迫使钢筋停止前进亦会产生上节所出现的情况,而且钢筋越长,误差越严重。还有一种可能就是钢筋顶动数控弯箍机的定尺板,因弯曲引起的误差。受料架上定尺板及拉筋均有一定的质量,且存在滑动摩擦力,而且还要拖动行程开关动作,钢筋或多或少地存在一定的弯曲,不可避免地存在定长误差。以上内容由我们厂家给大家讲述的数控钢筋笼滚焊机定尺弯箍误差的原因,如果您想了解更多关于数控钢筋笼滚焊机的信息,进行查询。
| 产品参数 | |
|---|---|
| 产品价格 | 10000/台 |
| 发货期限 | 2 |
| 供货总量 | 666 |
| 运费说明 | 物流 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 数控 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMW2-32 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 可 |
| 产品型号 | JMW2-32 |
| 可售卖地 | 全国 |
| 产品重量 | 4500KG |
| 产品颜色 | 红 |
| 质保时间 | 1年 |
| 外形尺寸 | 12米 |
| 适用领域 | 钢筋弯曲 |
| 是否进口 | 否 |
| 质量认证 | 厂家自检 |
| 产品功率 | 19KW |
| 工作温度 | 常温 |
| 长度 | 12米 |
| 钢筋范围 | 10-32 |
| 弯曲速度 | 48°-72°/s |
| 弯曲机横向移动速度 | 0.5-1m/s |
| 弯曲方向 | 双向 |
| 平均耗电 | 5KW/H |
| 配置 | 选配 |