

想要探索【冷拔扁钢】_16Mn方钢客户好评的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:【冷拔扁钢】_16Mn方钢客户好评的图文介绍
努力成为客户依赖的企业-鑫泽金属制品有限公司,公司主营: 贵州毕节扁钢



通过近期的市场调查,我们发现很多客户对冷拔扁钢的生产标准不太了解。所以小编将与大家来分享一下冷拔扁钢的生产要求应该复合什么标准。冷拔扁钢的生产要求非常标准,生产线的投入是企业的生产标准。像旧的生产线,应加强设备的优化,不要限制投资,使适合生产的设备能够跟上企业的发展。对于方钢的工艺要求,应在多年使用的基础上不断改进和提高,以便找到更适合的加工方法,满足冷拔扁钢的设计标准。 冷拔扁钢的生产车间应按此方案试制各种成品,供设计部研究试制,并在冷拔扁钢原有质量的基础上达到更高的精度和强度。不仅外观要求要提高,内部质量也是同样重要的。 仓库不得与酸、碱、盐、水泥及其他对其他钢材有腐蚀性的材料堆放在一起。不同品种的冷拔扁钢应分开堆放,以防止混淆和接触腐蚀。仓库应根据地理条件选择,一般采用封闭式仓库,即屋顶有墙、门窗严密、有通风设备的仓库。仓库应注意晴天通风,雨天密闭防潮,并始终保持适宜的储存环境。



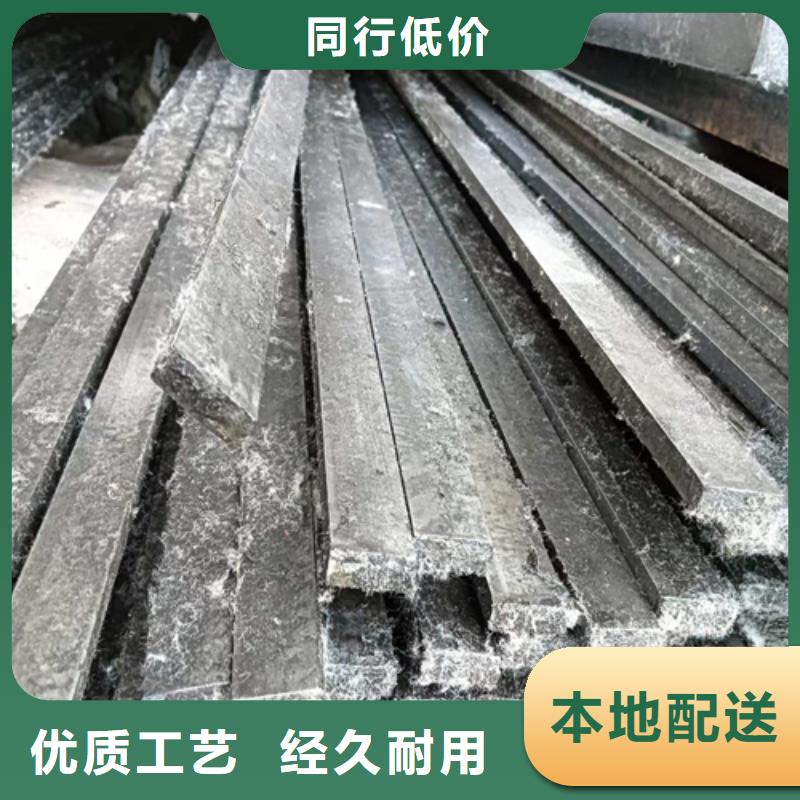
冷拔扁钢方钢圆钢六角钢异型钢的应力的控制:对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷轧后,作预应力钢筋使用的,要用冷轧应力控制。但钢筋冷轧后经检查,冷轧率超过了规范规定值,还要再进行机械能实验。冷轧率测定控制要求:以冷轧率控制钢筋冷轧时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷轧应力测定相应的冷轧率,并取试件的平均值作为该炉该批钢筋的实际冷轧率。如果钢筋强度偏高,,平均的冷轧率低于1%时,在钢筋冷轧时,仍要按1%的冷轧率控制。冷轧速度控制:要使钢筋充分变形,就要适当控制冷轧速度,一般以0.5--1.0为宜。同时要求,冷轧到规定的应力和冷轧率以后,随即停拉2--3以后,再放松钢筋,结束冷轧,以给钢筋充分变形的时间。冷轧扁钢可作为制造铁箍、工具和机械部件的材料。用作建筑物的框架结构和扶手电梯。扁钢根据其形状分为两种:扁钢有扁弹簧和扁钢有双槽在一侧。热轧弹簧扁钢主要用于制造汽车、拖拉机、铁路运输等机械板弹簧。



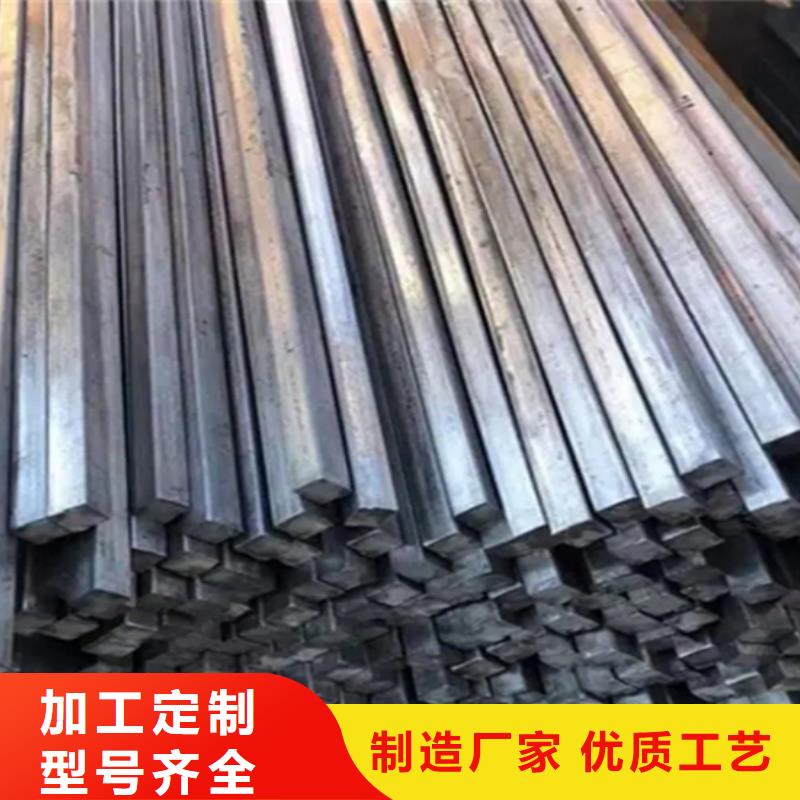
山东鑫泽金属冷拔六角钢、冷拔方钢、冷拔扁钢、冷拔圆钢、冷拔光圆、冷拔椭圆钢、冷拔半圆钢、冷拔三角圆钢、冷拔异型钢等,特殊形状和材质另议订做。冷拔扁钢Cold-rolled pieces5x2.5至5.9x5、6x2至6.9x5、7x2至7.9x5.5、8x1.8至8.9x5.5、9x1.8至9.9x5.5、10x2至10.9x6、11x3至11.9x8、12x3至12.9x8、13x3至13.9x8、14x3至14.9x8、15x3至15.9x8、16x3至16.9x8、17x3至17.9x6、18x3至18.9x6、19x3至19.9x6、20x3至20.9x6、21x3至21.9x5、22x3至22.9x5、23x3至23.9x5、24x3至24.9x5、25x3至25.9x5、26x3至26.9x5、27x3至27.9x4、28x3至28.9x4、29x3至29.9x4、30x3至30x4、16x6、16x8、16x10、16x12、18x4、18x5、18x6、18x8、18x10、18x12、20x3、20x4、20x5、20x6、20x8、20x10、20x12、20x15、20x16、22x3、22x5、22x10、25x3、25x4、25x5、25x6、25x8、25x10、25x12、25x14、25x15、25x18、25x20、25.4x4.5、25.4x4.8、25.4x6.35、28x16、30x3、30x3.2、30x3.4、30x4、30x5、30x6、30x8、30x10、30x12、30x14、30x15、30x18、30x20、30x25、32x5、32x6、32x7、32x8、32x10、32x11、32x16、32x18、32x20、32x22、32x25、35x6、35x8、35x10、35x12、35x15、35x20、35x25、35x30、38x5、38x6、38x8、38x10、40x4、40x5、40x6、40x7、40x8、40x10、40x12、40x15、40x16、40x20、40x20、40x22、40x25、40x25、40x30等,因表格有限,规格不能全部列出,可以致电我们咨询。


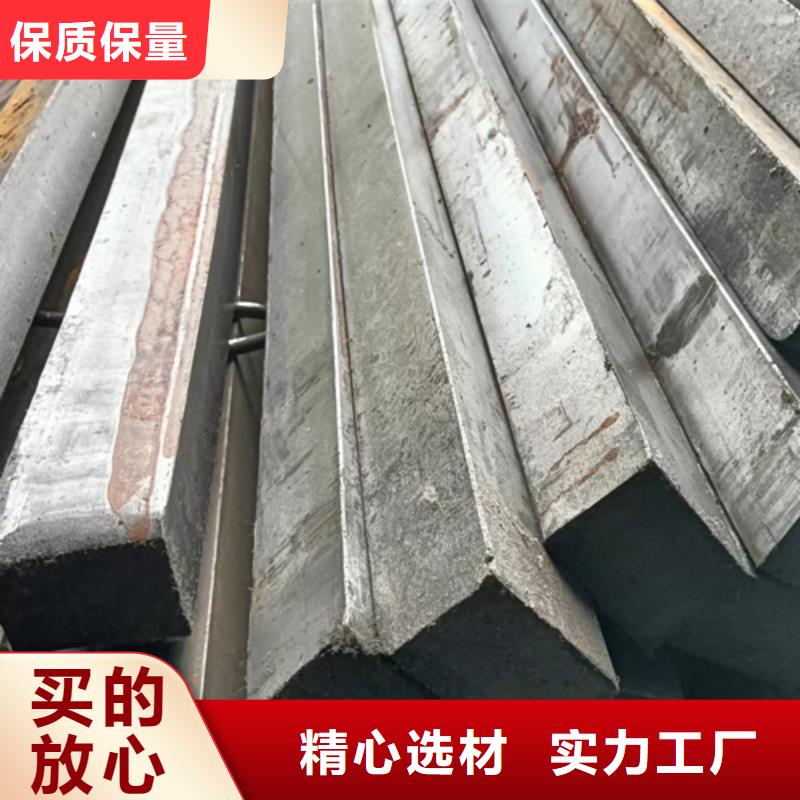
冷拔钢材厂家在设计的时候会根据不同用户的使用需求来进行设计,分为不同形状的钢材,今天我们来简单的了解下冷拔扁钢的孔型设计的原则,通过了解我们知道它的孔型一般都有孔型系统跟尺寸,接下来我们就从几方面来了解下。1、闭口孔型系统主要采用的是轧制较宽的冷拔扁钢,这种孔型系统可以很好的控制轧件宽度对产品的侧边的加工会比较有利。2、开口孔型系统带有立轧孔,立轧孔的数目依具体条件而定。开口孔型系统由于具有孔型形状简单,孔型共用性大和轧辊储量少等优点是目前被广泛应用的一种孔型系统。冷拔扁钢3、轧制冷拔扁钢的斜轧孔型系统的开口是在对角方向上下交替的,孔型的侧边与平面成直角。这种孔型系统只适于轧制断面较宽、侧边要求平直的尖角扁钢和特殊用途扁钢。这种冷拔扁钢的孔型系统可以很好的保证产品的表面质量,对我们的后期使用也有很好的帮助。冷拔扁钢的孔型设计其实是按照产品自身的实际情况来进行操作的,所以厂家在设计的时候还是要结合一些实际情况来进行选择的。希望上面的介绍能够对大家有所帮助,如果想了解更多关于冷拔扁钢的孔型的知识可以继续关注我们。



