


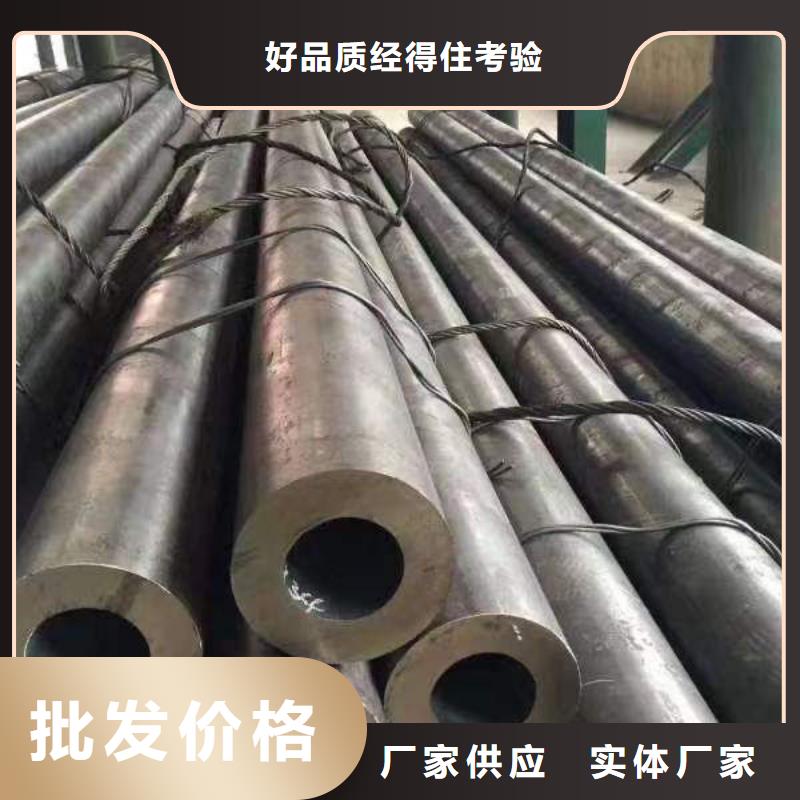


螺旋钢管是以带钢卷板为原料制成的螺旋缝钢管,经常在高温下挤压成型,采用自动双线双面埋弧焊工艺焊接而成。螺旋钢管将带钢送入焊管机组,带钢由多个轧辊轧制并逐渐卷起形成带开口间隙的圆管坯,调整挤压轧辊的压下量进行焊接。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。 2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝钢材表面质量。 将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管钢材若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
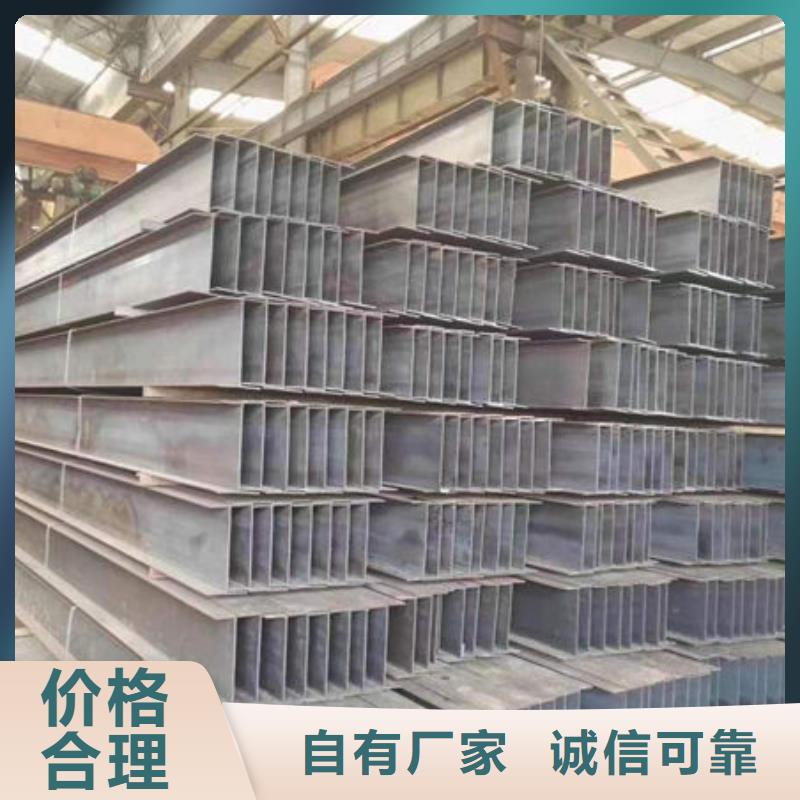
毕节H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。毕节H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的 轧制h型钢高度为800mm,超过了只能是焊接组合截面。 我国热轧毕节H型钢材国标(GB/T11263-1998)将毕节H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘毕节H型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。工字钢与毕节H型钢相比,等重量前提下,w、 ix、 iy都不如h型钢。
根据各毕节钢材种预处理目标硫要求及实际镁粉喷吹效果,开发各类钢种高精度的镁粉喷吹模型,岗位人员点击一级画面“开始喷吹”按钮,系统自动完成预处理整个喷吹过程。通过毕节钢材预处理自动喷吹系统实现了过程自动化控制,提高了控制精度,为炼钢工序提供了优质的铁水。相继开发出转炉(氧副枪)智能吹炼控制系统、造渣模型辅原料智能投加系统、增碳脱氧合金化方案筛选自动振料系统等多达十六套智能产品,并且兼具过程防错预警、操作评价、数据记录查询、大数据分析、成本监控等特有功能,独具基于炉气分析、音频联动的氧枪枪位控制,融入语音提示、远程控制等先进科技元素,在业内处领先水平。
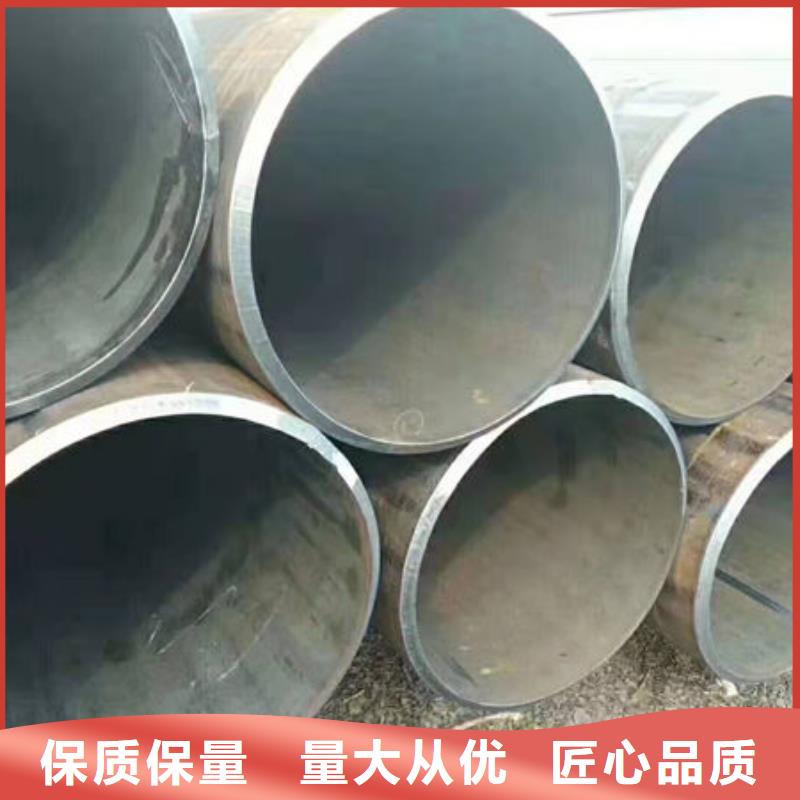
毕节无缝钢管一般是钢水通过环形狭缝积压出来,然后经过拉伸等处理工艺,使之无焊缝。毕节无缝钢管厂广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。无缝管用途很广泛。一般用途的无缝管钢材由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。无缝钢材管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
