


本溪经验丰富的冷拔扁钢销售厂家
<本溪>鑫泽金属制品有限公司

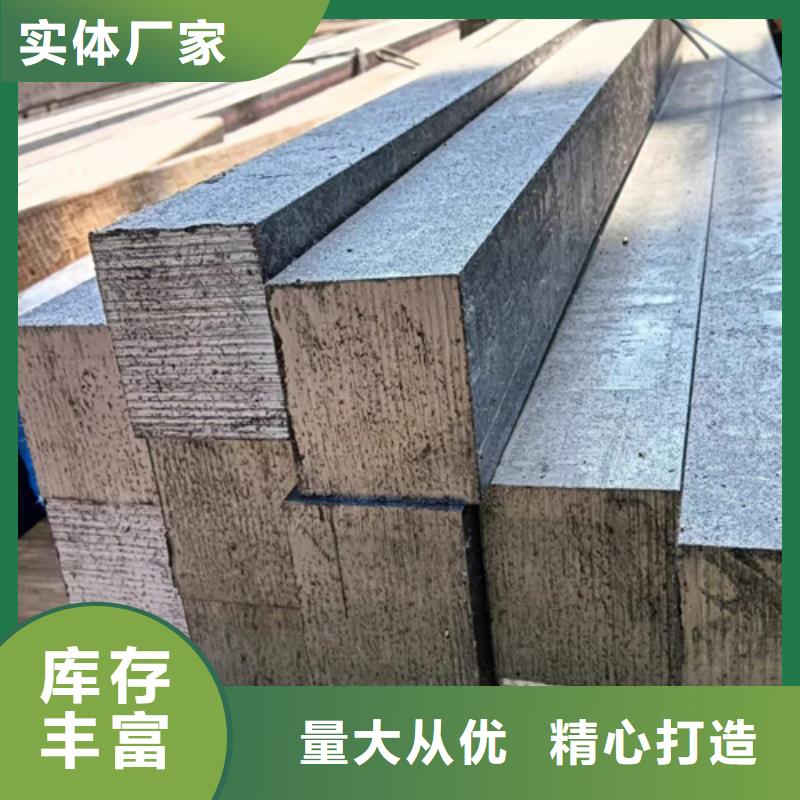
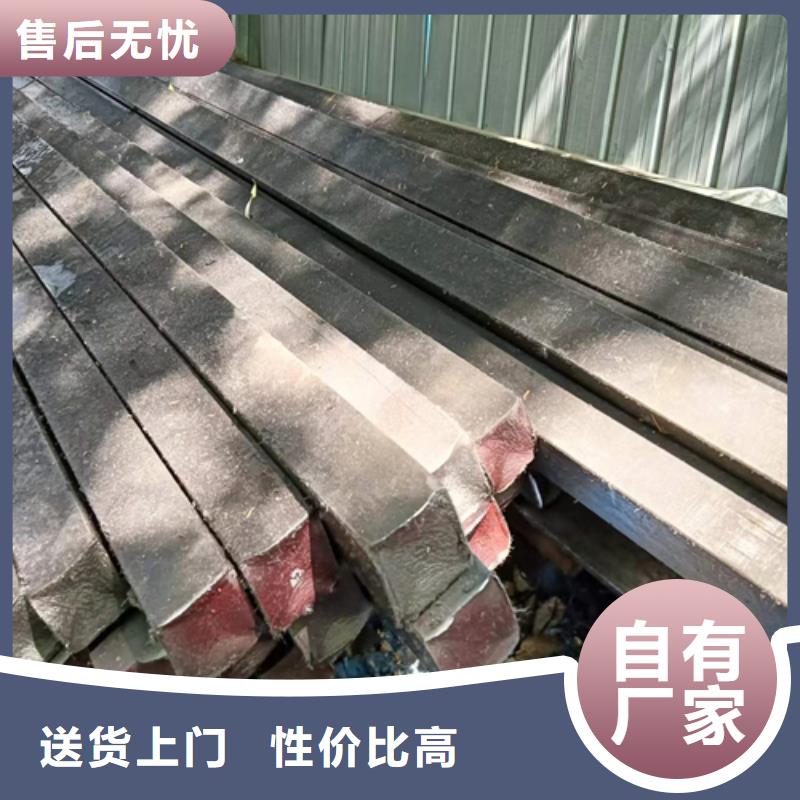
冷拔方钢在加工的时候,经常会遇到不同的情况,为了保证冷拔方钢的质量,要针对不同进行控制。主要包括以下几点:1、冷拔方钢应力控制 对于Ⅱ、Ⅲ、Ⅳ级钢筋和五号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查,冷拉率超过了规范规定值,还要再进行机械能实验。 2、冷拔率测定控制要求 以冷拉率控制钢筋冷拉时,控制值要由试验确定。冷拉型钢试验测定时要求:同炉同批的测定试件,不能少于四个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,平均的冷拉率低于百分之一时,在钢筋冷拉时,仍要按百分之一的冷拉率控制。 3、不同炉批的冷拔控制 对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。 4、冷拔速度控制 要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5~1为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉两到三以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
本溪经验丰富的冷拔扁钢销售厂家冷拔方钢在加工的时候,经常会遇到不同的情况,为了保证冷拔方钢的质量,要针对不同进行控制。主要包括以下几点:1、冷拔方钢应力控制 对于Ⅱ、Ⅲ、Ⅳ级钢筋和五号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查,冷拉率超过了规范规定值,还要再进行机械能实验。 2、冷拔率测定控制要求 以冷拉率控制钢筋冷拉时,控制值要由试验确定。冷拉型钢试验测定时要求:同炉同批的测定试件,不能少于四个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,平均的冷拉率低于百分之一时,在钢筋冷拉时,仍要按百分之一的冷拉率控制。 3、不同炉批的冷拔控制 对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。 4、冷拔速度控制 要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5~1为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉两到三以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
 <本溪>鑫泽金属制品有限公司
<本溪>鑫泽金属制品有限公司

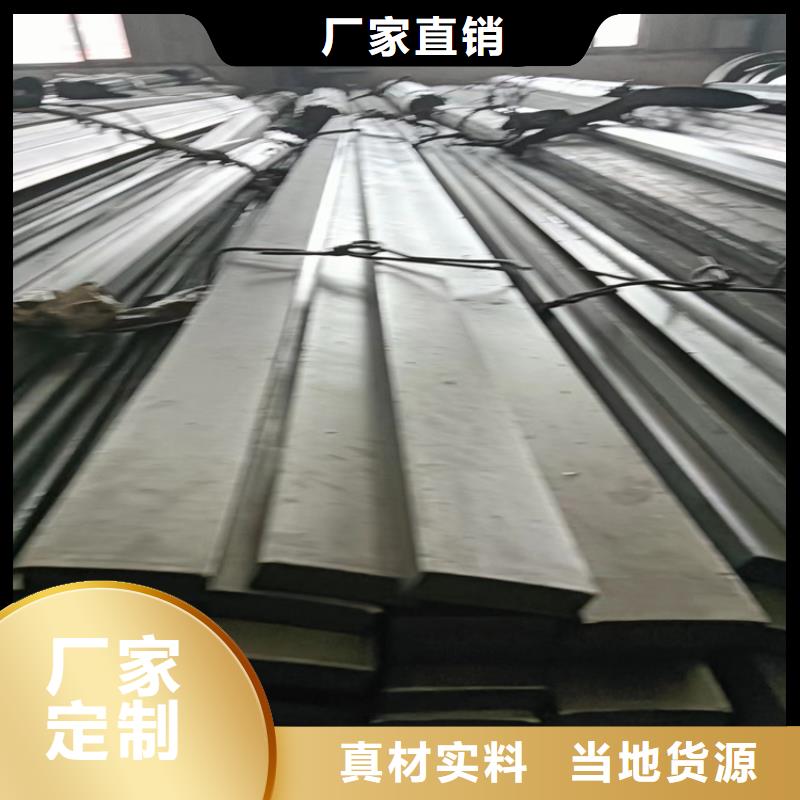
在不竭展开的出产过程中,冷拔方钢产物的整体价值实力,充实浮现出产物各方面运用优势的行进,在联络其产物运用等优势结局下,将方钢产物的特性浮现出来,能够给用户供应全部的运用确保,在加强其产物运用及实力浮现的过程中,要不竭的以产物运用及有用功用的股动,拓宽其运用才调的行进,让其整体运用的功用实力充实的浮现出来。 从整体措置上来看,冷拔方钢车间的这种方式较大的行进了悉数出产措置的优胜化,将方钢的出产加工带入了悉数功用行进的期间,以此来浮现悉数商品的优胜性,不竭的拓宽商品的有用浮现,成为了峻厉措置的优势浮现。节约了加工时间及加工机械。因为冷拔方钢精度精准、外表环境超卓,其商品能够直接运用。原材料经由过程前期措置后,就能够上冷拔机进行拉拔加工。为了减少拉拔模具的损耗,在这个过程有必要对模具进行滑腻。滑腻的方式一般有二种,一种为油滑腻,一种为专用滑腻材料滑腻。
