服务热线:13137436008

更新时间:2025-02-08 02:51:21 浏览次数:131 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 35000/台 |
| 发货期限 | 3 |
| 供货总量 | 999 |
| 运费说明 | 不含运费 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 长葛 |
| 产品重量 | 4吨 |
| 产品颜色 | 红 |
| 质保时间 | 一年 |
| 外形尺寸 | 4*15米 |
| 适用领域 | 高速高铁 |
| 是否进口 | 否 |
| 产品功率 | 15千瓦 |





钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
建贸机械设备有限公司
广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。钢筋笼成型机主机是采用摩擦传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。本设备通过PLC对大车、小车和调直机构进行控制,从而实现自动绕筋功能。所有工艺参数均可通过触摸屏进行输入和监控,具有灵活的特点。用户只需在触摸屏上调整好设定频率等参数,按下启动后,设备即可按照设定参数自动运行。本设备不能露天使用和存放,应放在封闭的受良好保护的工业厂房里。结构介绍全自动绕筋机按结构与功能可以分为电控系统、大车、小车、调直机构和操作台等部分。(1) 全自动绕筋机电气控制系统本控制系统采用维控PLC和触摸屏。用户可通过触摸屏对PLC控制器的数据进行采集、监控、修改等操作,以实现各种工艺要求。驱动部分采用欧瑞品牌高性能变频器,与PLC之间通过Modbus协议进行通讯。
 北京钢筋笼滚笼焊机排行
数控钢筋弯曲中心绕筋机要怎么来进行保养,对于要如何来保证的问题,让济宁直供数控弯曲中心厂家的小编带大家共同了解一下!
1、离开前请切断电源,关闭电源开关。
2、及时清理机械卫生,保持设备的清洁。
3、有润滑需要的部位须定时加注润滑油。
4、更换切dao或者检修机械,请切断电源,挂好检修牌,保障安quan。
5、请在数控钢筋弯曲中心开机前仔细检查机器每个部位是否正常,连接螺栓是否紧固可靠,气管是否有泄漏,另外还需注意个部位紧固螺栓应定期用扳手检查是否松动。
6、经常检查下钢筋弯曲中心润滑处,是否有堵塞情况,若是长时间不使用数控钢筋弯曲中心,需要在滑动处涂上防锈。就一般而言,不管是进行何种施工,在正式操作之前,都要对施工对象进行清洁处理等。在对钢筋进行弯曲之前,也是需要保证钢筋的表面清洁。
北京钢筋笼滚笼焊机排行
数控钢筋弯曲中心绕筋机要怎么来进行保养,对于要如何来保证的问题,让济宁直供数控弯曲中心厂家的小编带大家共同了解一下!
1、离开前请切断电源,关闭电源开关。
2、及时清理机械卫生,保持设备的清洁。
3、有润滑需要的部位须定时加注润滑油。
4、更换切dao或者检修机械,请切断电源,挂好检修牌,保障安quan。
5、请在数控钢筋弯曲中心开机前仔细检查机器每个部位是否正常,连接螺栓是否紧固可靠,气管是否有泄漏,另外还需注意个部位紧固螺栓应定期用扳手检查是否松动。
6、经常检查下钢筋弯曲中心润滑处,是否有堵塞情况,若是长时间不使用数控钢筋弯曲中心,需要在滑动处涂上防锈。就一般而言,不管是进行何种施工,在正式操作之前,都要对施工对象进行清洁处理等。在对钢筋进行弯曲之前,也是需要保证钢筋的表面清洁。
 建贸机械设备有限公司
绕筋机。数控钢筋弯箍机使用的时候,遇到使用中不回位的情况,要怎么来进行排除,作为济南数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机不回位要怎么排查!
一、首先检查一下机械的性能运行是否真的良好,工作台是否与弯曲机的台面呈水平状态。
二、依据所要加工的钢筋直径和弯箍机所要满足的要求安装好各部分组件(如成型轴、芯轴、可变挡架和挡铁轴),这个地方要注意的是芯轴的直径应该大于所要加工的钢筋直径2.5倍。
三、作业前要先检查一下转盘、芯轴、挡块是否存在损坏和裂纹的情况,防护罩的安装的是否禁锢,然后进行空转试验一下,是否正常,如正常后方可作业。
四、在工作的时候,先把钢筋要进行弯曲的一端插入转盘固定在备有的空间里,然后再将另一端紧固在机身并且用手压实,再次检查一下机身的固定, 如果还是按在挡住钢筋的一侧才可以作业。
五、弯箍机在工作的过程中不允许换位置(角度)、不允许调整速度、也不允许调换芯轴。如果要加油或者清理,就要等机器停止后才能进行操作。
六、弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。
七、弯曲高硬度或低合金钢筋时,应按机械铭牌规定换标zui大限制直径,并调换相应的芯轴。
八、严禁在弯曲钢筋的作业半径内和机身不设固定的一侧站人。弯曲好的半成品应堆放整齐,弯钩不得朝上。
九、转盘换向时,须在停稳后进行。
十、作业完毕、清理现场、保养机械、断电锁箱.
建贸机械设备有限公司
绕筋机。数控钢筋弯箍机使用的时候,遇到使用中不回位的情况,要怎么来进行排除,作为济南数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机不回位要怎么排查!
一、首先检查一下机械的性能运行是否真的良好,工作台是否与弯曲机的台面呈水平状态。
二、依据所要加工的钢筋直径和弯箍机所要满足的要求安装好各部分组件(如成型轴、芯轴、可变挡架和挡铁轴),这个地方要注意的是芯轴的直径应该大于所要加工的钢筋直径2.5倍。
三、作业前要先检查一下转盘、芯轴、挡块是否存在损坏和裂纹的情况,防护罩的安装的是否禁锢,然后进行空转试验一下,是否正常,如正常后方可作业。
四、在工作的时候,先把钢筋要进行弯曲的一端插入转盘固定在备有的空间里,然后再将另一端紧固在机身并且用手压实,再次检查一下机身的固定, 如果还是按在挡住钢筋的一侧才可以作业。
五、弯箍机在工作的过程中不允许换位置(角度)、不允许调整速度、也不允许调换芯轴。如果要加油或者清理,就要等机器停止后才能进行操作。
六、弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。
七、弯曲高硬度或低合金钢筋时,应按机械铭牌规定换标zui大限制直径,并调换相应的芯轴。
八、严禁在弯曲钢筋的作业半径内和机身不设固定的一侧站人。弯曲好的半成品应堆放整齐,弯钩不得朝上。
九、转盘换向时,须在停稳后进行。
十、作业完毕、清理现场、保养机械、断电锁箱.
 jmc1
jmc1
 绕笼机-钢筋笼桩基绕筋机2022已更新(厂家\型号)c5lr
绕笼机-钢筋笼桩基绕筋机2022已更新(厂家\型号)数控钢筋笼绕筋机PLC可编程控制系统,可加工箍筋和板筋,自动完成钢筋矫直、定尺、弯箍、切断等工序,能够弯曲直径13mm钢筋,连续生产面形状的产品,广泛应用于建筑业、大型钢筋加工厂等领域。此外设备自生产之后经过数次改良产品更加完善,更能满足实际的钢筋加工生产需求。
数控钢筋笼绕筋机特点:
1、该设备由PLC工控控制,内置程序,操作简单。
2、绕筋间距可调,调直速度、行走速度、旋转速度均由频器控制,速度可根据钢筋笼的规格、工人的熟练程度任意调节。
3、钢筋笼绕筋机具有参数自动存储功能,可存储数百种规格的钢筋笼参数。
4、设备具有远距离遥控功能,定制工业遥控,配备信号增强天线,控制灵活方便。
5、滚筒采用无缝钢管壁厚,增加了设备的使用寿命。
6、调直机构角度可调节,适用范围广。
7、放线架由实心圆钢,和厚度10mm的钢板加工而成,结构扎实,可放整捆钢筋。
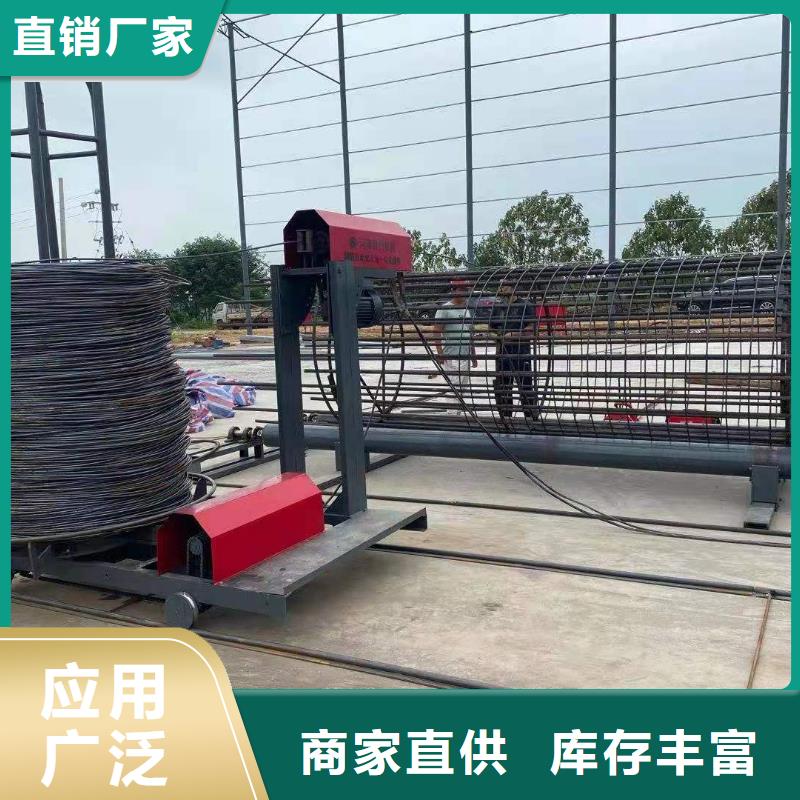
河南建贸数控钢筋笼绕筋机工作原理:
根据施工要求,首先调整钢筋笼绕筋机两滚筒间距离,将钢筋笼的筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转及移动旋转盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼,这就是钻孔灌注桩钢筋笼绕筋机,即“简易钢筋笼成型机”的工作原理。
钢筋笼绕筋机,是集盘条原料放线、钢筋矫直、绕筋成型、滚焊成型等功能组合于一体,采用数字自动化程序,生产加工钢筋笼的设备。广泛应用于建筑,铁路,高速公路,桥梁等基础工程设施。
钢筋笼绕筋机工作原理:数控钢筋笼绕筋机根据施工要求,首先调整钢筋笼绕筋机两滚筒间距离,将钢筋笼的主筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转及移动旋转盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼---这是钻孔灌注桩钢筋笼绕筋机即“简易钢筋笼成型机”的工作原理.
钢筋笼绕筋机设备结构1:小车行走驱动机构2:行走导轨3:电控柜
4:分料系统5:旋转驱动机构6:箍筋矫直系统
是高坪区集中开工的产业发展项目中较大的项目,占地面积约30亩,该项目总10.3亿元,建成后不仅有利于服务临江新区建设,对增强和完善会展新城,空港新城片区功能配套,嘉陵江及螺溪河文旅品牌形象和知名度。
项目负责人常孟良对市委市百忙之中到施工现场调研指导并提出了宝贵的建议表示衷心的感谢,并表示将积极执行市的指示,在保证工程质量的前提下,抢抓工期,加速建设进程,确保项目如期交付。据了解,东方市东河镇苗村搬迁安置项目位于东方市东河镇广坝居,是东方市委、市夯实民生基础,以实际行动支持海南建设生态文明试验区和海南自由贸易港的重点项目。项目总用地面积70022.34㎡,总建筑面积21053.72㎡,其中安置住宅168套,共18178㎡,总约1.25亿元。项目建成后,将有效改善苗村村民的居住环境,共享便利的交通,的教育和等配套资源,切实苗村村民的获得感、幸福感和感。为确保“815”节点任务如期完成。
钢筋笼桩基绕筋机
其中,年内铁路相关工程计划17.3亿元,包括张吉怀高铁、怀化南动车所、以及怀化高铁南站改扩建工程。该项目部将严格制定施工方案,确保在不影响高铁站正常运营的前提下进行施工,科学组织交通流线、改造调整交通设施,有序推进工程建设,向怀化人民交上一份满意的答卷。衡阳基地项目支部组织了、各部门负责人、入积极分子等十余名员工一同前往衡阳廉政文化雕塑园,开展廉洁警示教育活动。项目人员抵达衡阳廉政文化雕塑园后依次参观了警钟楼、齐廉亭以及32座历代廉政名人雕像、40处景墙壁刻和20处石刻。在参观过程中,让大家印象深刻的是“六廉”,出自《周礼·天官冢宰·小宰》,一曰廉善,二曰廉能,三曰廉敬,四曰廉正,五曰廉法,六曰廉。
机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊部主筋。
fkc6s2ja
绕笼机-钢筋笼桩基绕筋机2022已更新(厂家\型号)c5lr
绕笼机-钢筋笼桩基绕筋机2022已更新(厂家\型号)数控钢筋笼绕筋机PLC可编程控制系统,可加工箍筋和板筋,自动完成钢筋矫直、定尺、弯箍、切断等工序,能够弯曲直径13mm钢筋,连续生产面形状的产品,广泛应用于建筑业、大型钢筋加工厂等领域。此外设备自生产之后经过数次改良产品更加完善,更能满足实际的钢筋加工生产需求。
数控钢筋笼绕筋机特点:
1、该设备由PLC工控控制,内置程序,操作简单。
2、绕筋间距可调,调直速度、行走速度、旋转速度均由频器控制,速度可根据钢筋笼的规格、工人的熟练程度任意调节。
3、钢筋笼绕筋机具有参数自动存储功能,可存储数百种规格的钢筋笼参数。
4、设备具有远距离遥控功能,定制工业遥控,配备信号增强天线,控制灵活方便。
5、滚筒采用无缝钢管壁厚,增加了设备的使用寿命。
6、调直机构角度可调节,适用范围广。
7、放线架由实心圆钢,和厚度10mm的钢板加工而成,结构扎实,可放整捆钢筋。
河南建贸数控钢筋笼绕筋机工作原理:
根据施工要求,首先调整钢筋笼绕筋机两滚筒间距离,将钢筋笼的筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转及移动旋转盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼,这就是钻孔灌注桩钢筋笼绕筋机,即“简易钢筋笼成型机”的工作原理。
钢筋笼绕筋机,是集盘条原料放线、钢筋矫直、绕筋成型、滚焊成型等功能组合于一体,采用数字自动化程序,生产加工钢筋笼的设备。广泛应用于建筑,铁路,高速公路,桥梁等基础工程设施。
钢筋笼绕筋机工作原理:数控钢筋笼绕筋机根据施工要求,首先调整钢筋笼绕筋机两滚筒间距离,将钢筋笼的主筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转及移动旋转盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼---这是钻孔灌注桩钢筋笼绕筋机即“简易钢筋笼成型机”的工作原理.
钢筋笼绕筋机设备结构1:小车行走驱动机构2:行走导轨3:电控柜
4:分料系统5:旋转驱动机构6:箍筋矫直系统
是高坪区集中开工的产业发展项目中较大的项目,占地面积约30亩,该项目总10.3亿元,建成后不仅有利于服务临江新区建设,对增强和完善会展新城,空港新城片区功能配套,嘉陵江及螺溪河文旅品牌形象和知名度。
项目负责人常孟良对市委市百忙之中到施工现场调研指导并提出了宝贵的建议表示衷心的感谢,并表示将积极执行市的指示,在保证工程质量的前提下,抢抓工期,加速建设进程,确保项目如期交付。据了解,东方市东河镇苗村搬迁安置项目位于东方市东河镇广坝居,是东方市委、市夯实民生基础,以实际行动支持海南建设生态文明试验区和海南自由贸易港的重点项目。项目总用地面积70022.34㎡,总建筑面积21053.72㎡,其中安置住宅168套,共18178㎡,总约1.25亿元。项目建成后,将有效改善苗村村民的居住环境,共享便利的交通,的教育和等配套资源,切实苗村村民的获得感、幸福感和感。为确保“815”节点任务如期完成。
钢筋笼桩基绕筋机
其中,年内铁路相关工程计划17.3亿元,包括张吉怀高铁、怀化南动车所、以及怀化高铁南站改扩建工程。该项目部将严格制定施工方案,确保在不影响高铁站正常运营的前提下进行施工,科学组织交通流线、改造调整交通设施,有序推进工程建设,向怀化人民交上一份满意的答卷。衡阳基地项目支部组织了、各部门负责人、入积极分子等十余名员工一同前往衡阳廉政文化雕塑园,开展廉洁警示教育活动。项目人员抵达衡阳廉政文化雕塑园后依次参观了警钟楼、齐廉亭以及32座历代廉政名人雕像、40处景墙壁刻和20处石刻。在参观过程中,让大家印象深刻的是“六廉”,出自《周礼·天官冢宰·小宰》,一曰廉善,二曰廉能,三曰廉敬,四曰廉正,五曰廉法,六曰廉。
机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊部主筋。
fkc6s2ja


