

走进真实的场景,感受产品的独特魅力!我们的螺旋管无缝钢管质量无忧视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
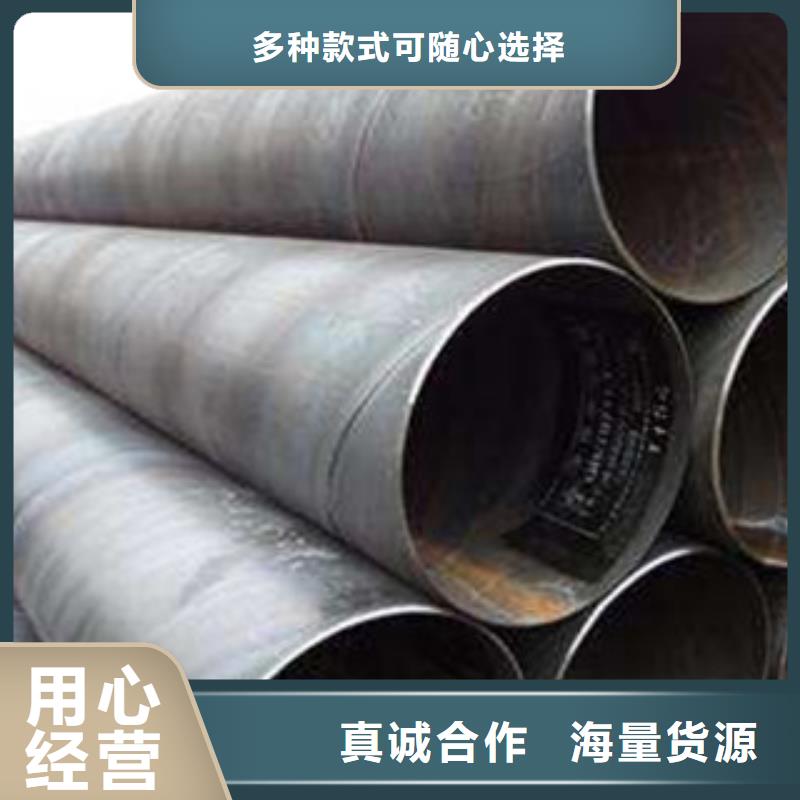
以下是:螺旋管无缝钢管质量无忧的图文介绍


钢兴钢管 有限公司秉承“以人为本,科技创新”的崇高信念,以可靠的 河北保定TPEP防腐钢管产品质量,优惠的销售价格,完善的售后服务,精益求精,追求完美,竭力欢迎新老客户垂询合作,愿与广大客户共创双赢的美好明天。



焊接工艺:从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。




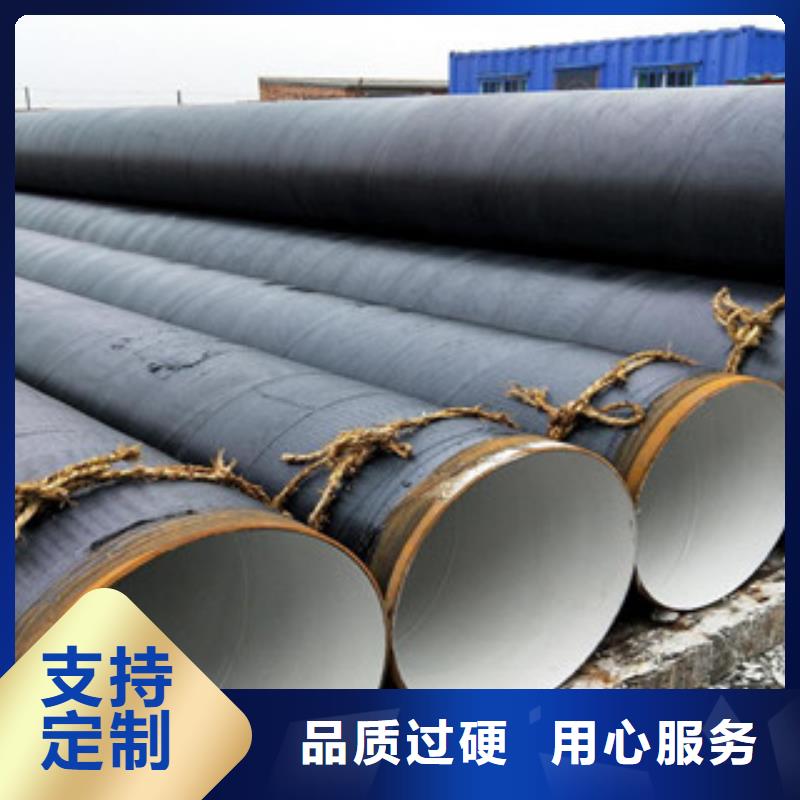
检验工艺:原材料检验、校平检验、对接焊检验、成型检验、内焊检验、外焊检验、切管检验、超声波检验、坡口检验、外形尺寸检验、X射线检验、水压试验、终检验为保证产品质量,我们制定了完善的质量计划,现场工作程序及检验、试验计划。防腐:本项目的防腐要求与国内其它项目相比有较大不同,其主要区别在于:内防腐材料国内一般采用水泥砂浆,本项目采用环氧涂料(厚度0.4mm)。
外防腐涂层电火花试验电压国内一般为3000伏, 不超过5000伏,本项目为10千伏。防腐螺旋焊管:针对以上要求,我们着重抓好以下二方面的工作:严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工用滚筒推平的方法操作,以保证外涂层的均匀细密。内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。
外防腐涂层电火花试验电压国内一般为3000伏, 不超过5000伏,本项目为10千伏。防腐螺旋焊管:针对以上要求,我们着重抓好以下二方面的工作:严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工用滚筒推平的方法操作,以保证外涂层的均匀细密。内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。


