

冷拔管精密光亮管来图来样定制的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:冷拔管精密光亮管来图来样定制的图文介绍

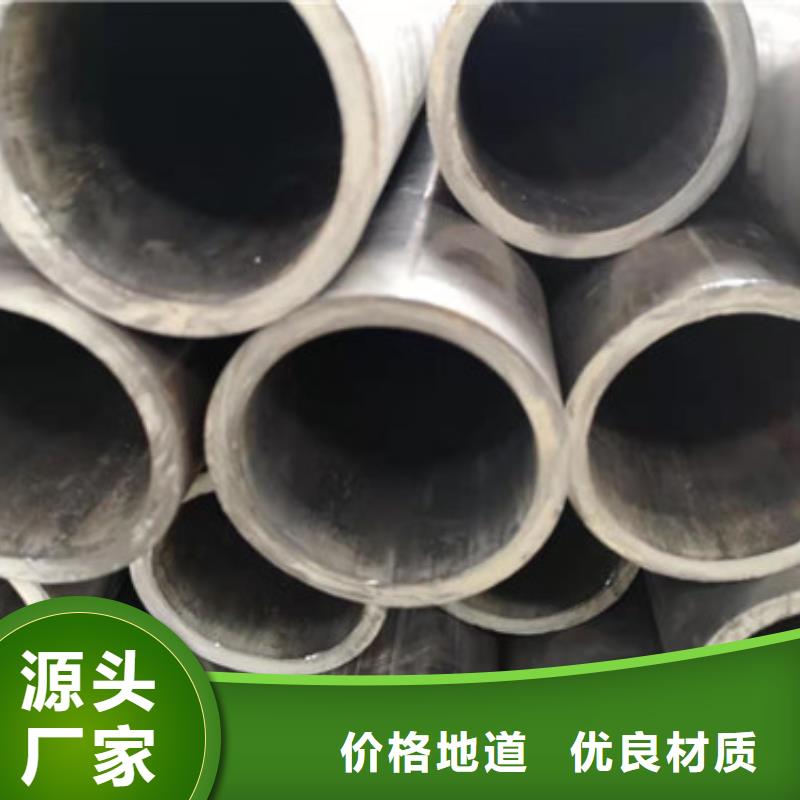
冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
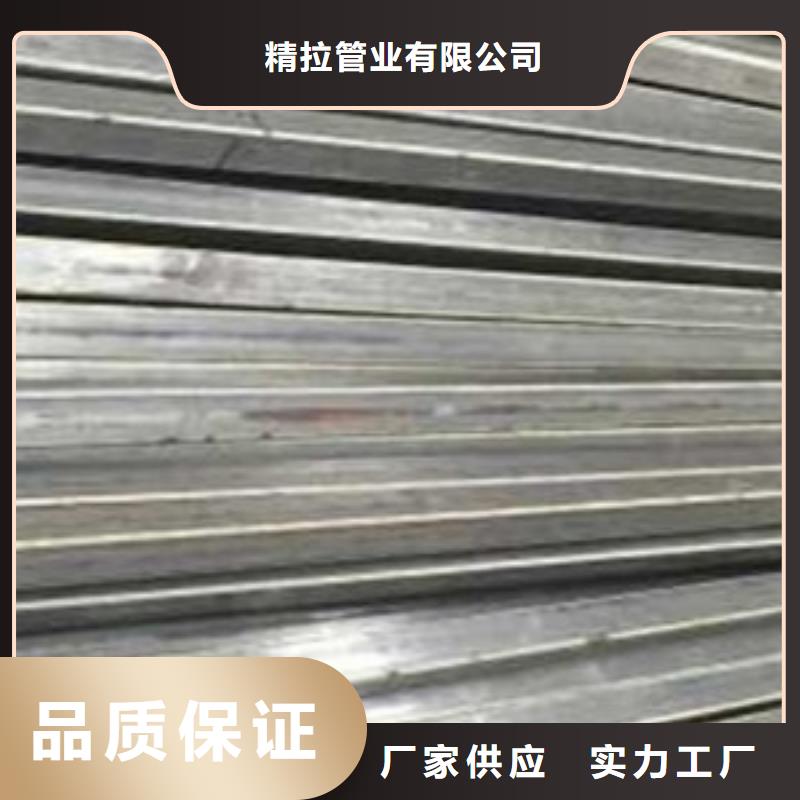
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。


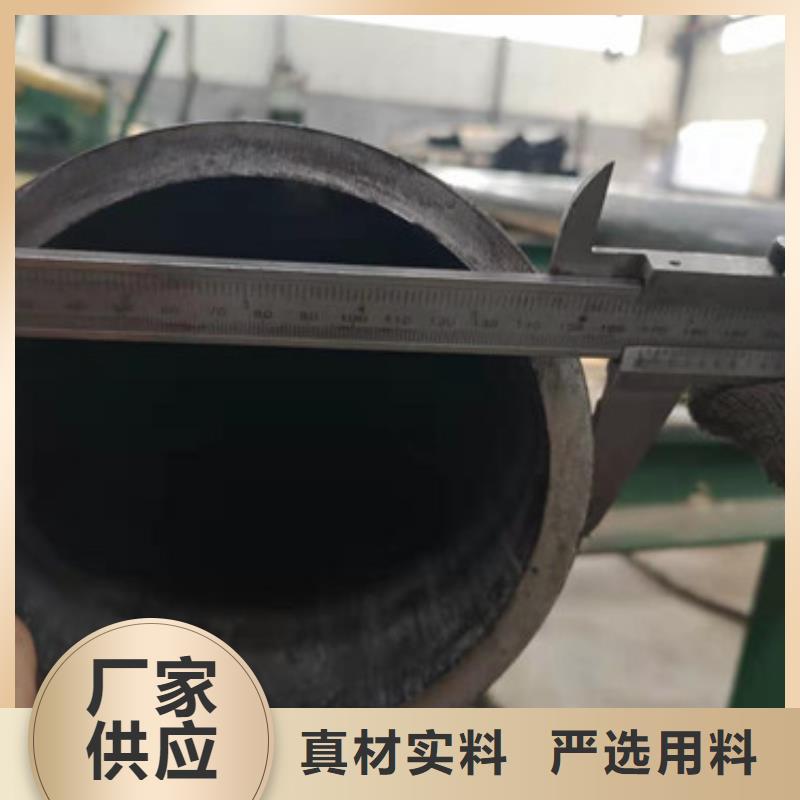
在工业设备材料中,不一样型号的钢管可以说是普遍普遍的建筑材料,而钢管对于所有建筑,工业,还有运输设备中,都扮演着相当重要的角色。之中,冷拔管在工业中就是非常普遍的一种工业钢管材料。
冷拔管比较与一般的钢管而言,其造价上面虽然有一定程度的上浮,可是,在运用过程当中,却可以给我们带来更加多的便捷。容易的来讲,就无泄漏、冷弯不改变形这两个特征来讲,大部分的一般钢管的质量需求全都是没有办法到达的,因此我们在液压元件那些对于钢管材质需求非常高的工业部件内,经常可以看见冷拔管的优良表现。我们可以看见,在工业材料中,其需求一般全都是非常高的,特别对于钢管这种运输型材料而言,更须要在很多重点部分运用质量高的产品,以保障工业运作的正常进行。



精拉管业有限公司主营: 甘肃白银精密光亮管。目前我公司的 甘肃白银精密光亮管可以按用户要求的其他标准安排生产。 甘肃白银精密光亮管年产量大,已销往国内各省以及欧洲、中东、东南亚等和地区。公司成立以来,一贯奉行质量di yi的宗旨。现我公司有大量 甘肃白银精密光亮管现货,将以优惠的价格,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。公司实施以人为本的现代化管理体制,注重提高员工的整体素质,以确保生产的专业化,产品的高质量。本厂承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。



冷拔管现货的资源是比较广泛的,生产的类型也是多种多样的,在各种的行业生产和相关的领域中都是发挥着比较重要地作用的,可以说是冷拔管生产和加工的基地。冷拔管在加工的时候是实行的是流水线加工的方式进行的,各种的流水线的加工以及生产中的过程是比较重要的,也是比较有顺序性的。
这种冷拔管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。
这种冷拔管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。



