




全自动钢筋笼绕筋机是将这些设备有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为钢筋笼的集中制作、统一配送提供了奠定了良好的技术和物质基础。同时,全自动钢筋笼绕筋机的使用将大大的减轻操作人员的劳动强度,为施工单位创造良好的经济效益和社会效益。全自动钢筋笼绕筋机的使用,开创了钢筋笼加工的新局面,是今后钢筋笼加工的发展方向。
我们在使用机械时,不管质量再怎么好,使用寿命再怎么长,也是需要日常的精心维护保养,否则就会大大的折损机器的使用寿命。那么我们在使用前的检查工作也是必不可少的,接下来就给大家科普一下钢筋笼滚焊机的使用前检查工作。
河南建贸机械设备有限公司是中国钢筋加工设备行业的标杆企业。公司拥有国内钢筋加工设备行业完整的产品线和融合解决方案,通过数控钢筋加工设备和小型钢筋加工设备两大类产品对钢筋进行墩粗、调直、弯曲、点焊、切断等加工,灵活满足全球不同 的钢筋加工生产标准。钢筋笼绕筋机
该能够自动排线,加上不同的机械结构即可完成不同的绕制要求具有、维护方便、性价比高等诸多优点,国内厂家一般都采用cnc控制器,也有部分厂家采用自行开发的控制器作为控制核心,cnc机型已经是一种非常成熟的机种了,许多厂家在功能和用途上都作了创新和升级,使用产品的系列不断的得到延伸,作为市场上应用广泛的机型,该机型的价格比起全自动绕线机动则几万元的价格,就低了很多,根据用途的不同有几千到上万不等的价格,该机种的缺点就是一台必须配一名操作人员。

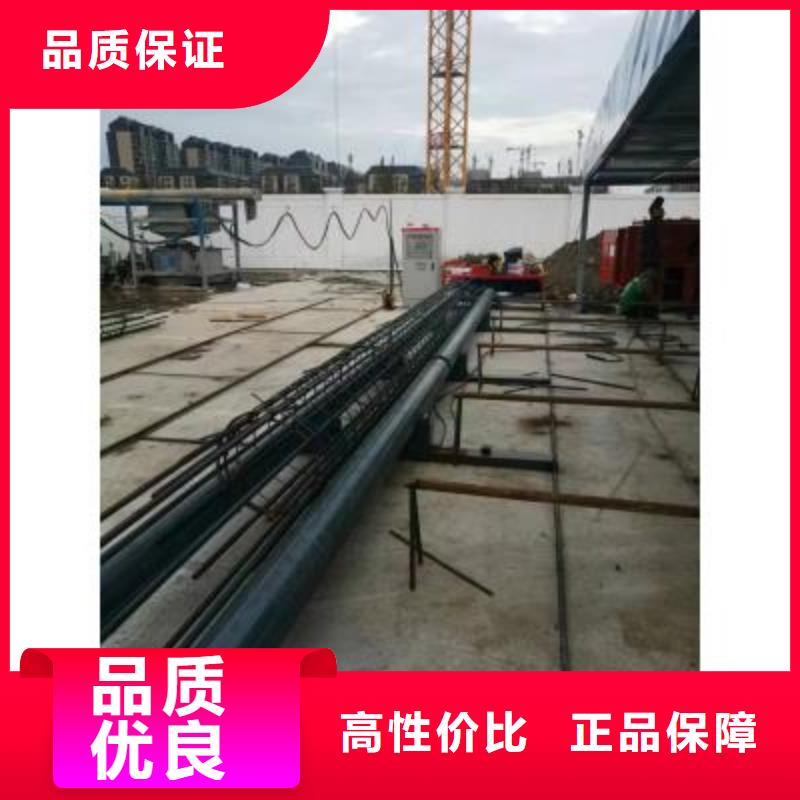
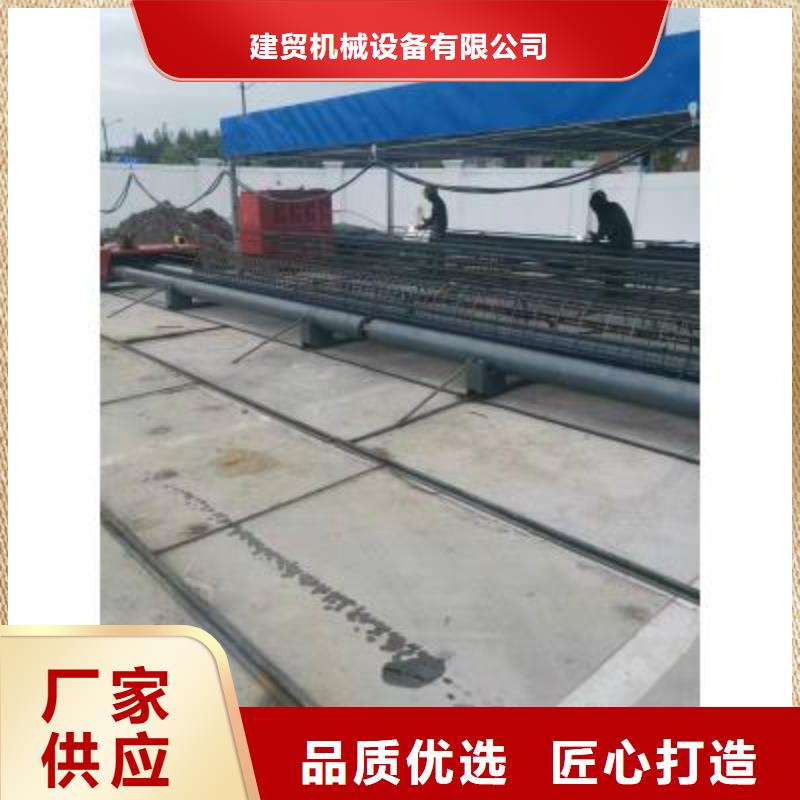
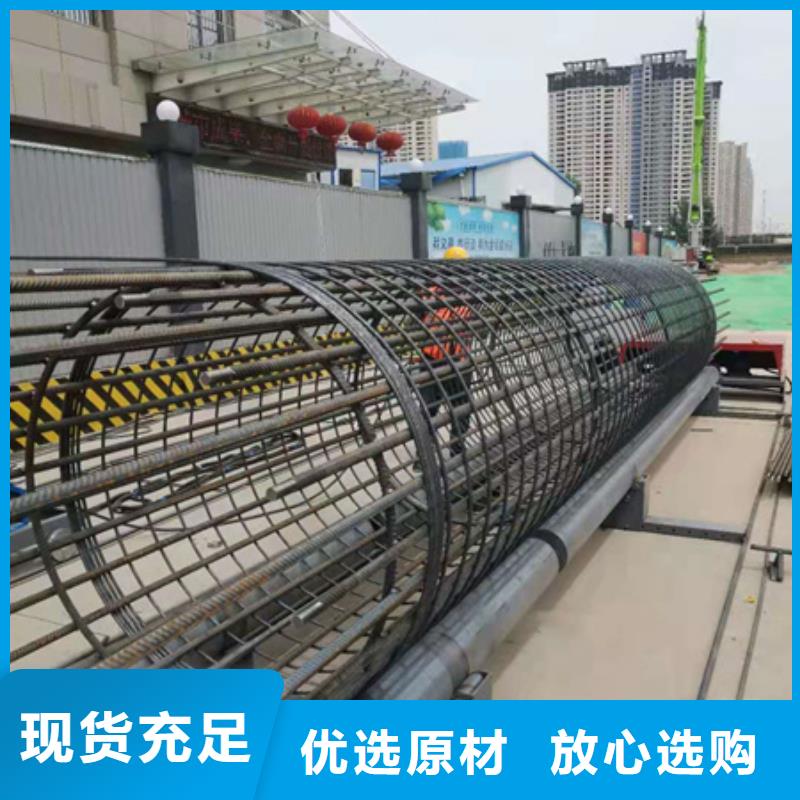
操作:钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钢筋笼12米以上,或者单节钢筋笼较重时,骨架中间加焊1、2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,安顺钢筋笼绕筋机可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。
 <安顺>建贸机械设备有限公司
贵州安顺小型钢筋笼缠笼机价格实惠
<安顺>建贸机械设备有限公司
贵州安顺小型钢筋笼缠笼机价格实惠

安顺钢筋笼绕筋机工艺流程1主筋上料→盘筋上料→主筋穿丝并加紧→盘筋穿丝并缠绕固定→焊接成型→钢筋笼与盘分离→卸笼,降下液压支撑→盘复位、下一个循环→加内箍筋建贸安顺钢筋笼绕筋机目前使用钢筋滚笼机的步骤及原理步:钢筋进场后,按照规划将原材料分类存放,并填写相应的材料标识牌,材料标识牌包含钢筋厂家信息、生产批次、进场日期、自检及报检情况等。第二步:项目现场管理人员根据需要施工部位的设计图纸,规划每节钢筋下料长度,在钢筋下料区切割。第三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。第四步:钢筋厂设置的数控钢筋笼成型机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。第五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。第六步:将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。
