

更新时间:2025-02-07 06:43:47 浏览次数:5 公司名称:聊城 联众物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 3天内 |
| 供货总量 | 562883 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 联众 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可加工定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 693125 |
| 产品颜色 | 黑色 |
| 质保时间 | 1年 |
| 外形尺寸 | 齐全 |
| 适用领域 | 机械加工等行业 |
| 是否进口 | 否 |
| 质量认证 | 1111 |
| 产品功率 | 300 |
| 工作温度 | 300 |


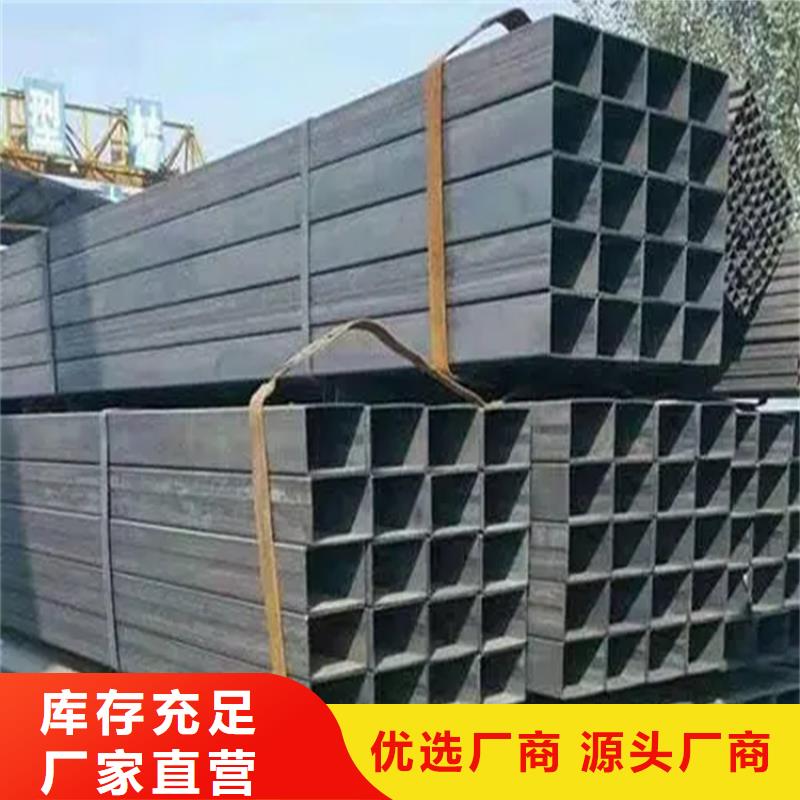



安庆方矩管铁制灯头盒、开关盒、接线盒等。金属板厚度应不小于1.2mm。镀锌方管层无剥落。无变形开焊。敲落孔完全无缺。面板安装孔与地线焊接脚齐全。并有产品合格证。
5、镀锌方管面板、盖板的规格、高与宽、安装孔距应与所用盒配套。安庆方矩管外形完全无损。板面色彩均匀一致。并有产品合格证。
6、圆钢、扁钢、角钢、镀锌方管等材质应符合有关规范要求。镀锌层完全无损。并有产品合格证。
7、螺栓、螺丝、胀管螺栓、螺母、垫圈等应采取镀锌件。
8、镀锌方管等其它材料(如铅丝、电焊条、防锈漆、水泥、机油等)无过期变质现象。
安庆方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,安庆方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。
安庆方矩管钢结构的焊接变形,主要是焊接应力较大,大于结构的承受能力后,导致结构扭曲,以缓解较大的焊接应力。。
1、采取较小的焊接参数,小规范焊接,即电流要点,速度慢一点等
2、先进行点固焊,把整个结构全部焊接成形,以增加结构强度
3、每条焊缝,尤其是长焊缝,都不要一次性焊接完成,间断分部完成。
安庆方矩管焊接焊接变形主要是焊缝收缩力大于母材强度造成的。
1:采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
2:只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在段起弧处。
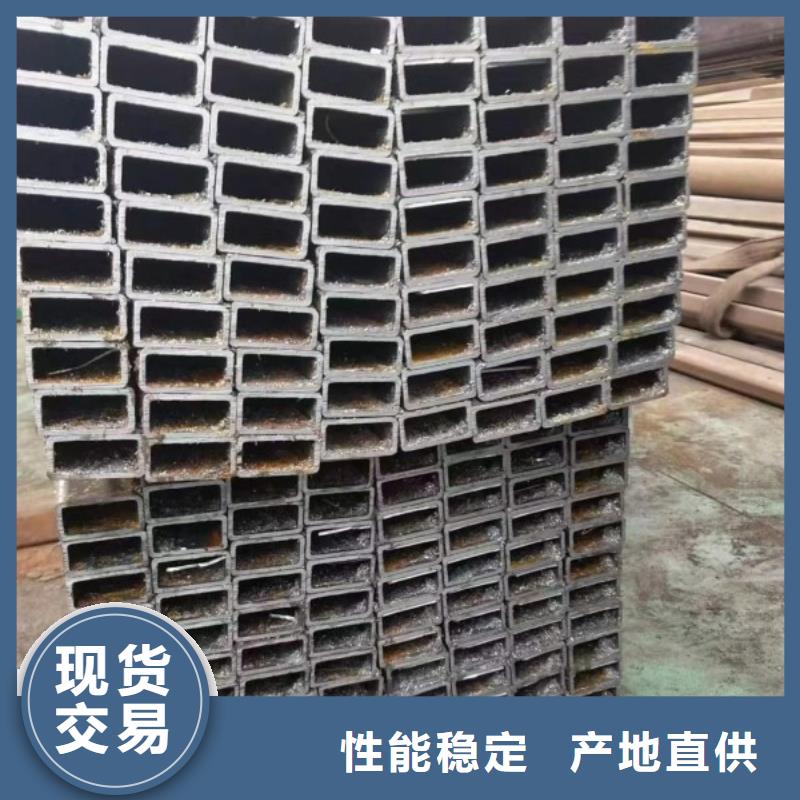
安庆方矩管重量计算公式:4*壁厚*(边长-壁厚)*0.00785
矩形管重量计算公式:{(周长÷3.14)-壁厚}*壁厚*0.02466
备注:以上单位为kg/m,其中壁厚和边长的单位为毫米,即mm。
安庆方矩管生产工艺流程
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成方管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。