


联系我们

龙门式锯床厂家值得信赖
更新时间:2025-03-13 23:38:35 浏览次数:1 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
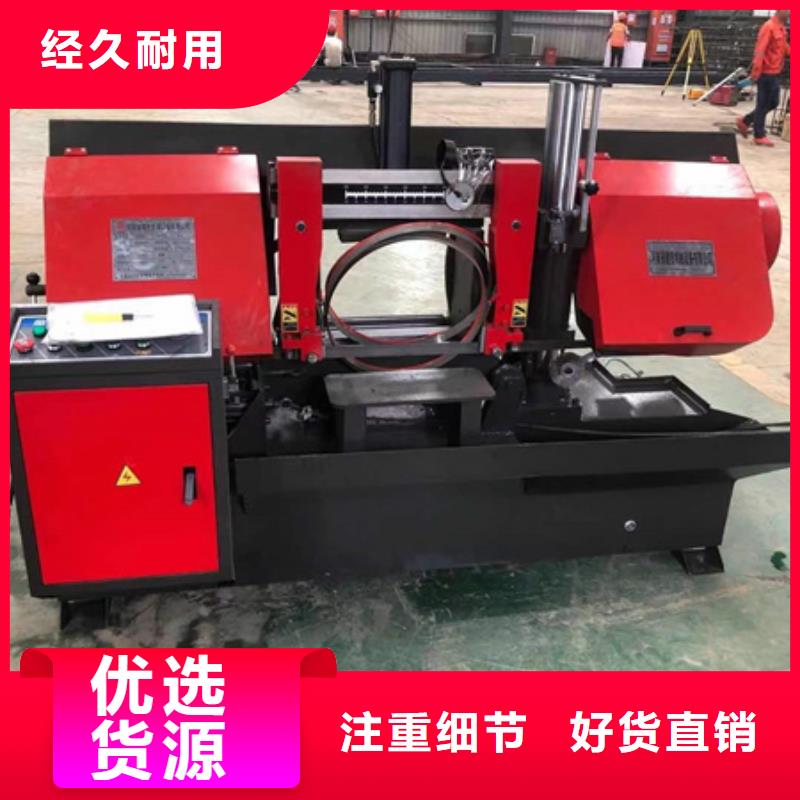
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |



箍筋拉爨不需搭接,较之手工作业节省材料,降低了施工成本
由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
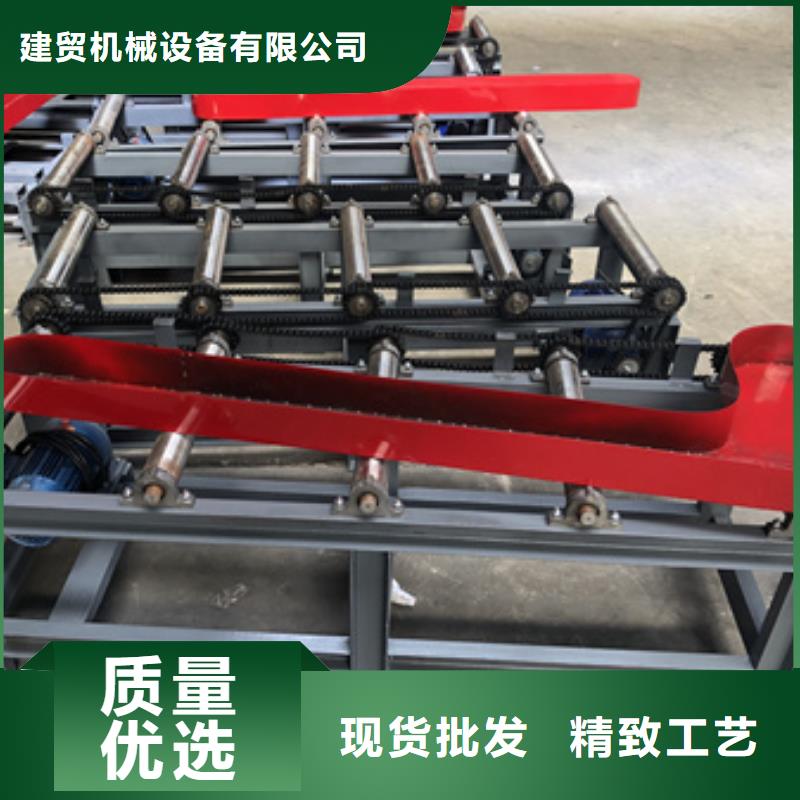
产品特点
自动送线机构,可在线调整间距,误差小,成型质量高。
自动焊机,焊点,减轻劳动强度
变频控制拖笼机构,行走精度高
自动拖笼设计,避免焊接过程中因笼子自重导致其弯曲变形。
自动上料装置,加快上料速度,提率。
模板采用模板环加导管组合,可加速更换笼子直径和变换笼子主筋根数
平立滚式矫治装置,矫直效果好,寿命长。
控制系:PLC,触摸屏,ABB变频器。

停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
 jmc
jmc
需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件。
建贸机械设备有限公司 安庆龙门式锯床厂家值得信赖
安庆龙门式锯床厂家值得信赖
二、起动过于频频,应削减起动次数。
三、电动机外部接线有错,应查看纠正。
四、立式带锯床切开资料所需力大,配备电动机的功率小些,负载过大。应减轻负载或换用大功率的电动机。机床有机械毛病而导致过载,应查看设备,扫除毛病。
五、环境温度太高,应改进通风、冷却条件或替换耐热等级更高的电动机。
六、轴承损坏或磨损过大,定子和转子是不是设备不良。电动机风道阻塞,电动机内外积尘和油污太多,电动机电扇疑问等。
七、定子绕组匝间或相间短路或接地,使电流增大,调损添加而过热。若毛病不严峻,只需从头加包绝缘,严峻的应替换绕组。定子一相绕组断路或并联绕组中某一支路断线,导致三相电流不平衡而使绕组过热。应查看三相电流,并当即切除电源,找出断路点并从头结好。笼型转子断条或绕线转子线圈接头松脱,导致维修网电流过大而发热。可对铜条转子作焊补或替换,对铸铝转子应替换转子。
适用于中小型企业的金属带锯床MM现代制造添加关注↑,观现代制造。锯始终是有效的工艺手段之一,将各种棒料原材料加工成横切或管状的可以用于进一步加工的精细的半成品。锯床非常适用并且在有限的预算当中算是相对来说经济的。Bomar的设备ErgonomicDGSH是一款稳固的动力学带锯自动设备,应用于小型企业和车间工具设备制造商Bomar作为全自动或半自动带锯的专家,了在柱型结构中从小型电子锯到全液压CNC自动和双斜面设备针对专业钢结构和类似的各种应用领域的必要条件。
锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动轮,再驱动绕在被动轮缘上的锯条进行切削回转运动。锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。

常呈现的维修误区。毛病未定位盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。