


联系我们

当前位置:
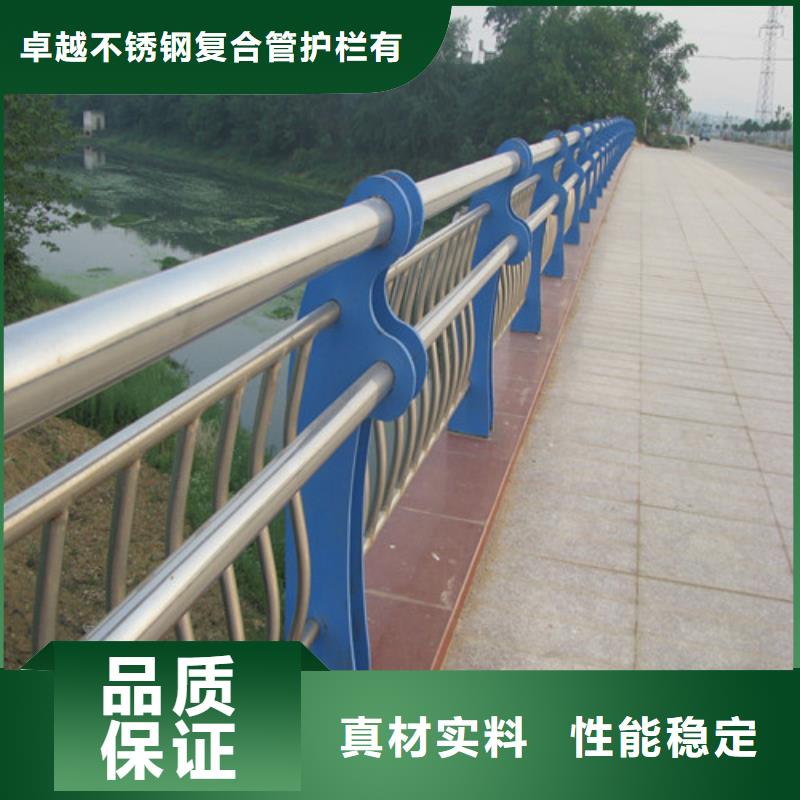
芜湖 卓越不锈钢复合管护栏有限公司 >
伊犁当地行业新闻News
不锈钢复合管国道抗冲击围栏厂家直销安全放心
更新时间:2025-02-07 09:55:44 浏览次数:5 公司名称:芜湖 卓越不锈钢复合管护栏有限公司
以下是:不锈钢复合管国道抗冲击围栏厂家直销安全放心的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电联/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 99999999999 |
| 运费说明 | 电联 |
| 材质 | 201不锈钢 |
| 产地 | 芜湖 |
| 规格 | 25-102 |
| 类型 | 不锈钢复合管 |
| 颜色 | 不锈钢本色 |
| 品牌 | 卓越 |
| 型号 | 1.5-5 |
| 可定制 | 可定制 |
以下是:不锈钢复合管国道抗冲击围栏厂家直销安全放心的图文视频





不锈钢复合管国道抗冲击围栏厂家直销放心,卓越不锈钢复合管护栏有限公司为您提供不锈钢复合管国道抗冲击围栏厂家直销放心的资讯,联系人:兰经理,电话:400 099 8007、15357893298,QQ:1107233049,发货地:芜湖弋江区高新技术开发区恒昌路10号发货到新疆 伊犁市 。 新疆维吾尔自治区,伊犁哈萨克自治州 2021年,伊犁哈萨克自治州地区生产总值2667.18亿元,比上年增长7.2%。其中,产业增加值691.45亿元,第二产业增加值717.56亿元;第三产业增加值1258.17亿元,增长6.3%。
不锈钢复合管国道抗冲击围栏厂家直销放心的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:不锈钢复合管国道抗冲击围栏厂家直销放心的图文介绍

扶手焊接安装时,栏板应用防火石棉布等遮盖防护,以免焊接火花飞溅损坏栏板。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前,的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术呈往常19世纪末,先是弧焊和氧燃气焊,稍后呈现了电阻焊。20世纪早期,随着 次和第二次大战开战,不锈钢复合管对器材低价可靠的衔接方法需求极大,故促进了焊接技术的展开。今天,随着焊接机器人在工业应用中的普遍应用,研讨人员仍在深化研讨焊接的本质,继续开发新的焊接方法,以进一步进步焊接质量。热镀锌护栏的质量如何,取决于它的配件,就来为大家引见一下基材和配件的组成。热镀锌护栏加工厂采用的基材为高温热浸锌材料,热浸锌是指把优质钢材投入几千度的锌液池中,浸泡达一定时间以后锌液就会渗透到钢材中,使之构成一种特殊的锌钢合金,热浸锌材料表面不经任何处置在野外环境中即可达20年不锈蚀,如:高速公路护栏、高压电塔都是采用高温热浸锌材料,其防锈长达30年之久,彻底处置了多年来防锈、美观与之间的问题。 配件采用运用寿命可达50年之久的改性度工程尼龙,其强度、硬度远高于普通钢制材料,每平方米可承受183MPA以上的压力,制造的护栏,由于其具有度、高硬度、外观精巧、色泽鲜艳等优点,成为住宅小区运用的常用产品.按划线位置预装,与纵向直线扶手端头粘结,制造的弯头下面刻槽,与栏杆扁钢或固定件紧贴分别。衔接顶装:顶制木扶手须经顶装,顶装木扶手由下往上中止,先顶装起步今头及衔接 跑扶手的折弯弯头,再配上下折弯之间的直线扶手料,中止分段预装粘结,粘结时操作环境温度不得低于5℃。固定:分段预装检查无误,中止扶手与栏杆(栏板)上固定件,用木螺丝拧紧固定,固定间距控制在4O0mm以内,操作时应在固定点处,先将扶手料钻孔,丙将木螺丝拧入,不得用睡子直接打入,螺帽抵达平正。


不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。



卓越不锈钢复合管护栏有限公司成坚持走品质与服务路线、生产优质 新疆伊犁国道抗冲击围栏产品、做到贴心服务,追求 新疆伊犁国道抗冲击围栏产品无忧服务的双重效果。



内衬不锈钢复合管的优势:性价比高,质量上等;的技术研发队伍创造 的管道;产品系列齐全,满足客户的不同需求;先进消费工艺,配套国内高端消费线;严把质量,让您放心省心;专业安装,亲临现场指导安装.不锈钢复合管是不锈钢产品中的重要的一种类型,同时又是复合管的一种,它是兼具着两种性质的特征,是愈加的稳定和适用的一种类型。不锈钢复合管的制造是比较省事的,普通是经过很多的步骤才干够获得成功的,其中不锈钢复合管的焊接是为省事的一种,在中止操作的时分需求格外留意。不锈钢复合管在焊接的时分要留意什么呢?不锈钢复合管:不锈钢复合管焊接过程中,工件和焊料凝构造成熔融区域,熔池冷却凝固后便构成材料之间的衔接。这一过程中,不锈钢复合管通常还需求施加压力。 焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。城市交通是城市的动脉,事关城市的生机与活力,反映出城市的整体形象、经济效率和管理水平,没有现代化的交通就没有现代化的城市。但是,随着社会经济的快速持续展开,城市范围的不时扩展,城市道路里程、人口的不时增长,促使车辆急剧增加。一是使得城市交通形势非常严峻,交通事故发作频繁;二是交通堵塞严重,道路不畅,效率低下,限制经济的展开。抢先国内首创、科技含量高、具有专业水准的市政交通护栏,它具备分隔功用、阻拦功用、警示功用、导向功用、美观功用。标识醒目、警示导向、可靠、抗腐耐蚀、安装维修便当的高质量公路护栏不只可以在“畅通工程”、“平安大道”等城市交通树立中起到维护交通次序、保证交通;而且可以为亮丽市容市貌起到画龙点睛的作用,使城市形象增加一道亮丽的都市风光线,城市文化程度,从而进步城市品味及综合竞争力。



不锈钢复合管国道抗冲击围栏厂家直销放心_卓越不锈钢复合管护栏有限公司,固定电话:15357893298,移动电话:400 099 8007,联系人:兰经理,QQ:1107233049,弋江区高新技术开发区恒昌路10号 发货到 新疆伊犁市。