


我们为您准备了桥梁护栏-不锈钢护栏海量库存产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
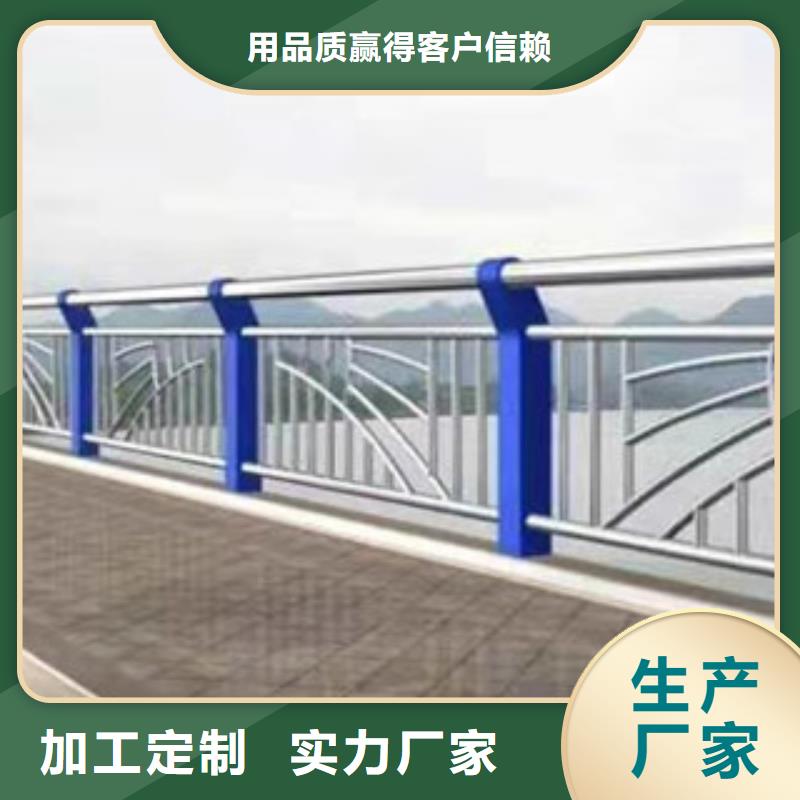
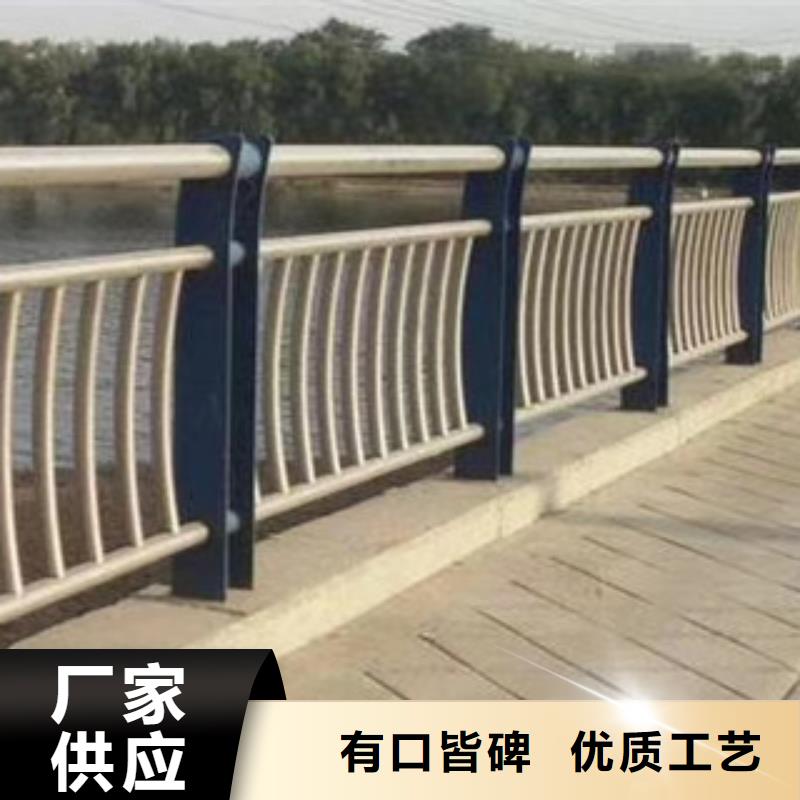
以下是:桥梁护栏-不锈钢护栏海量库存的图文介绍
桥梁护栏制造厂是以 四川资阳国道抗冲击围栏制造,施工服务于一体的科技型供应商,是四川资阳规模较大 四川资阳国道抗冲击围栏生产基地之一。公司位于东昌府区凤凰工业园纬二路29号,地理位置优越,交通运输十分便捷,公司产业园占地50亩,竭诚为您提供优质的 四川资阳国道抗冲击围栏产品和服务。



道路护栏相信大家已经很熟悉了,道路护栏主要是装置在马路的中间,道路护栏不仅给路途带来了简洁美观、整齐划一的视觉效果,具有良好的导视性,而且对于交通也起到了关键性的作用。 ??肯定会有很多人有疑问,像放在车流中间的护栏采用的是防腐防锈的锌钢材质道路护栏,肯定是质量极好的,那么为什么这些护栏还是会有不同程度的损伤呢? ??为什么质量好的道路护栏也会损坏呢?自然因素。道路护栏安置在马路中间,时刻承受着不同的天气影响,护栏的表面呈现了不同程度的损坏与氧化生锈。当护栏出现了生锈现象,会让护栏被氧化的速度加快,让护栏的使用寿命大幅度的减少。 人为因素。车辆擦碰上护栏时,由于锌钢护栏有良好的耐撞性能和吸收能量的作用,既不会轻易就被撞坏,对于过往的车辆以及行人也有一定的保护作用。当路面维修或其它原因需要并通时,可非常简单的把开口处的各组护栏立柱拔出移走,开辟通道,便于车辆通行。






风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。 不锈钢MIG焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。 一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。 弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。 防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。 不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍微放松。 保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。 焊嘴与工件的距离应为15~25毫米。



不锈钢焊接要点及注意事项 首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极) 一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。) 保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。 从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。