

无需繁琐的文字描述,观看我们的视频,让【无缝钢管】不锈钢装饰管放心选购产品一览无余!
以下是:【无缝钢管】不锈钢装饰管放心选购的图文介绍

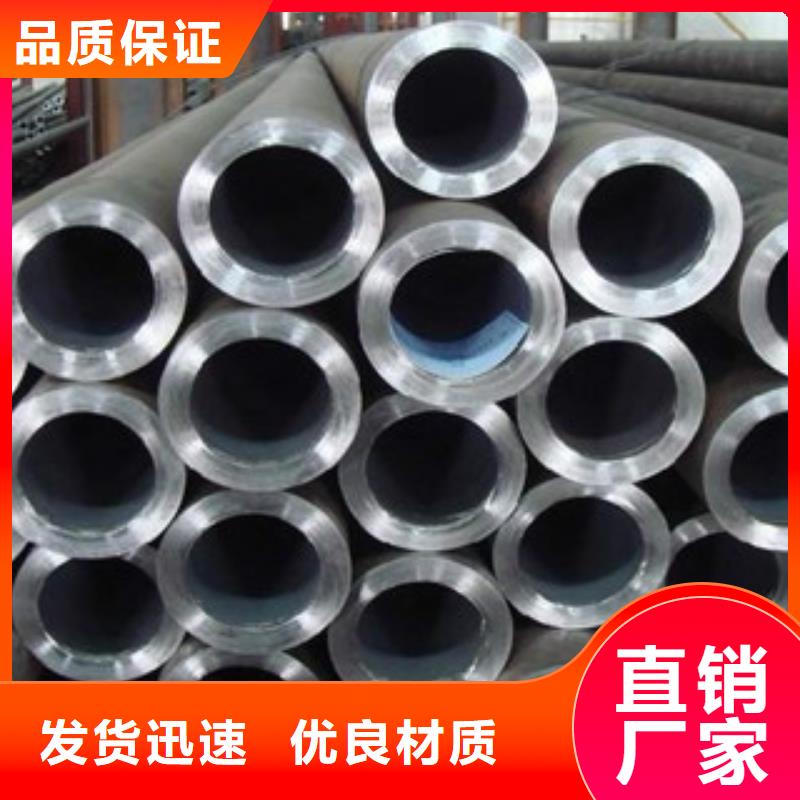
新闻资讯.. 不锈钢管圆管规格~Φ3Φ4Φ5Φ6Φ7Φ8Φ9Φ9.5Φ10Φ12.7Φ15.9Φ19.1Φ22.2Φ25.4Φ31.8Φ38.1Φ42.16Φ50.8Φ63.5Φ76.2Φ88.9Φ101.6Φ108Φ114.3Φ127Φ133Φ141Φ159Φ168Φ219Φ273Φ323.85,厚度:0.1~8.0mm; 不锈钢方管、不锈钢扁通规格:7×7 10×10 12×12 15×15 15.8×15.8 19×19 20×20 22×22 25×25 30×30 31.8×31.8 35×35 38×38 40×40 50×50 60×60 70×70 76×76 80×80 90×90 100×100 120×120 125×125 150×150 厚度:0.4~8.0mm~用钢板就选304不锈钢板.品质就是好...


伪劣材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等少投入:比建设能生产相同规格热轧成品管的整套机组的投资;快产出:比建设能生产相同规格热轧成品管的整套机组,设备简单、数量少、重量轻和操作容易、达产快;浪费资源:比生产相同规格热轧成品管所需用的资源(原、辅材料,能源和人力)。



天超不锈钢金属材料有限公司奉行“ 陕西不锈钢圆钢质量优先”的生产原则,并一贯遵循对每一道工序负责,对每一个 陕西不锈钢圆钢产品负责,对每一位用户负责的质量方针,竭诚为用户服务,既要把生产设备的技术关,质量关,根据用户的具体需要,对设备进行合理的技术改造,以达到不同用户的要求,满足用户不同环境条件下的使用效果。



焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。
焊管物理无缝化处理主要有两种方法:焊缝局部处理法和整体加热处理法。由于主要是焊缝热影响区有硬化现象、机械性能低下,所以我们首先应考虑对焊缝热影响区进行局部处理。焊缝局部常化处理的方法是采用中频感应加热装置将焊缝热影响区加热至约927。9℃,然后空冷至538℃以下,随后水冷。对于直径较小的钢管,采用管坯整体加热方式处理,然后空冷或在带有可控气氛的冷却室中冷却。以上讲的是高频直缝焊管的无缝化技术。至于大口径直缝埋弧焊管其用途上要是作为输送管,在无缝化方面的要求就有所区别,在焊缝上由焊接工艺控制余高,再用扩径方法(机械扩径或水压扩径)来应力。无缝化钢管 无缝化钢管知识解释油专用管、管线管、标准管、机械管、结构管、承压管和不锈钢管等7个方面的各占比例的对照,说明焊管用量在比例上大大超过了无缝管,在前面已谈到美国高压锅炉管都用上了焊管,其焊管发展水平之高就可想而知了。
焊管物理无缝化处理主要有两种方法:焊缝局部处理法和整体加热处理法。由于主要是焊缝热影响区有硬化现象、机械性能低下,所以我们首先应考虑对焊缝热影响区进行局部处理。焊缝局部常化处理的方法是采用中频感应加热装置将焊缝热影响区加热至约927。9℃,然后空冷至538℃以下,随后水冷。对于直径较小的钢管,采用管坯整体加热方式处理,然后空冷或在带有可控气氛的冷却室中冷却。以上讲的是高频直缝焊管的无缝化技术。至于大口径直缝埋弧焊管其用途上要是作为输送管,在无缝化方面的要求就有所区别,在焊缝上由焊接工艺控制余高,再用扩径方法(机械扩径或水压扩径)来应力。无缝化钢管 无缝化钢管知识解释油专用管、管线管、标准管、机械管、结构管、承压管和不锈钢管等7个方面的各占比例的对照,说明焊管用量在比例上大大超过了无缝管,在前面已谈到美国高压锅炉管都用上了焊管,其焊管发展水平之高就可想而知了。


