

异形钢管生产过程中碰到的难题
下边大家给大伙儿汇总一下异型钢管生产制造生产过程中普遍八大难题,主要内容以下:
1、焊接缺点:
焊接缺点较比较严重,选用手工制作机械设备打磨抛光解决方式来填补,造成的打磨抛光印痕,导致表层不匀称,影响美观大方。只对焊接开展磷化处理,也导致表层不匀称
2、刮痕难去除:
总体磷化处理,也不可以将生产过程中造成的各种各样刮痕除掉,而且也不可以除去因为刮伤、电焊焊接溅出而黏附在异型钢管表层的碳素钢、溅出等残渣,造成在浸蚀物质存有的标准下产生化学腐蚀或电化学反应而锈蚀。
3、抛光处理钝化处理不匀称:
手工制作抛光处理后开展磷化处理解决,对总面积很大的产品工件,难以做到匀称一致解决实际效果,不可以得理想化的匀称表层。而且人工费用,辅材花费也较高。
5、酸洗钝化能力有限:
酸洗钝化膏并并不是全能的,对等离子切割机、数控火焰切割而产和灰黑色氧化皮,较难去除。
6、为要素导致的刮伤情况严重:
在起吊、运送和构造生产过程中,磕磕碰碰、拖拖拉拉、捶击等人为失误导致的刮伤情况严重,促使金属表面处理难度系数增加,并且也是解决后造成生锈的关键缘故。
7、机器设备要素:
在铝型材、板才卷弯、钣金折弯全过程中,导致的刮伤和皱褶也是解决后造成生锈的关键缘故。
8、别的要素:
异型钢管原料在购置、存储全过程中,因为起吊、运送全过程造成的磕磕碰碰和刮伤也情况严重,也是造成生锈的缘故之一。

异形钢管表面上色前的准备工作中
异型管在酸碱性有机化学上色液中历经表层空气氧化上色解决后,显示息出各种各样颜色,并不是产生有色板块的表层土壤层,只是表层产生的没有颜色全透明空气氧化膜对光的干涉色。因而,针对异型管表面上色前的提前准备,应当保证下列两层面:
(一)活性解决
能使异型管常规表层活性的要素,均可加快上色全过程,一切当然产生的人眼不由此可见的空气氧化膜是上色的大患,是上色成功与失败的隐患,在上色前要除去。
以便异型管表层镀层,得到新鮮表层,活性水平应适当,以出現气泡后10~15s为宜。若活性不够,上色的有起色电位差時间增加。若活性过多,表层产生过浸蚀,使上色膜越来越黯淡无光。活性用强碱浸蚀方式会导致表层浸蚀活性,危害上色后颜色艳丽性。选用电解法活性、化学活化或阳极处理,能获得不错的結果。
(二)打磨抛光
可选用研磨抛光、化学抛光或化学抛光,规定表层光滑度一致,防止造成偏色,不错做到镜面玻璃明亮,必得较艳丽匀称的颜色。
研磨抛光后应先开展上色解决,若打磨抛光后在气体中置放一段时间,表层会产生一层薄厚1-10nm的空气氧化膜,与上色膜结构工程不一样,在上色液中不容易去除,危害新的上色膜产生,使上色時间增加,产生的颜色变深发暗。
化学抛光也可以使异型管表层产生镀层,如未去除镀层,会使上色速度很慢,但化学抛光能产生匀称整平表层,使颜色明亮,匀称性改进。


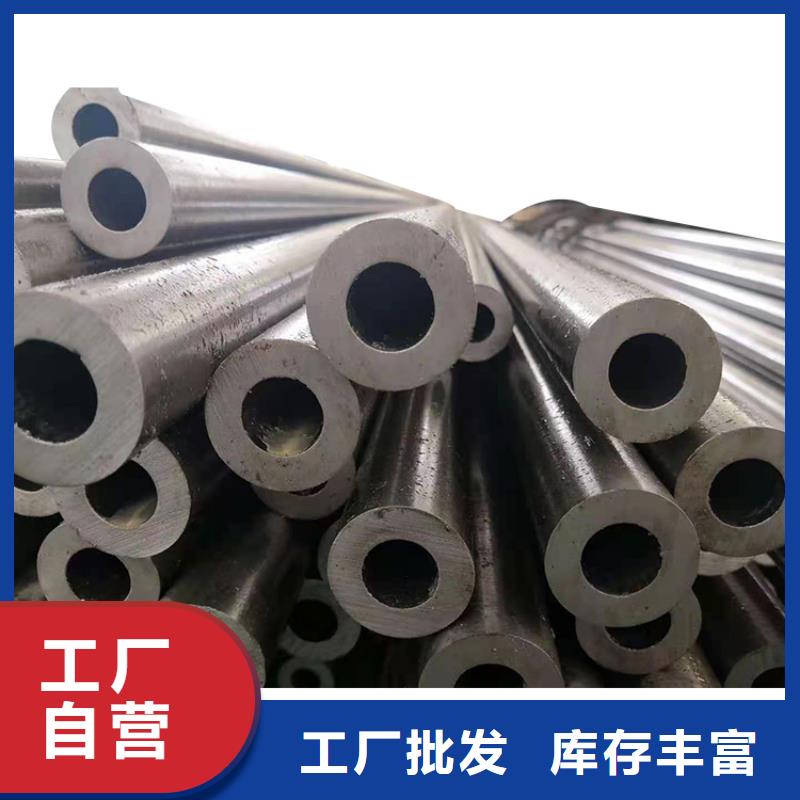
异形钢管的生产流程和运用
异型管一般选用冷扎的加工工艺开展生产制造。实际步骤以下:
圆钢→破孔→酸洗钝化→冷扎→锯头→打捆无缝钢管→酸洗钝化→冷扎→锯头→打捆
异型管內外壁无空气氧化层、承担髙压、无渗漏、精密加工、高光滑度、冷拔不形变、扩口、挤扁无缝隙、表层防锈处理解决,普遍用以液压传动系统用异型管、塑料机用异型管、四柱液压机用异型管、船舶制造用异型管、EVA聚氨酯发泡汽压机械设备、高精密汽压裁断机用异型管、皮革加工机械设备、液压机械、液压油管、高压油管、卡套接头、异型管连接头、橡胶机械、锻压设备、铝压铸机械设备、工程机械设备、混泥土泵车用髙压异型管、环卫车用、汽车制造业、造船业、金属材质的激光切割加工、柴油发动机、燃气轮机、空气压缩机、建筑工程机械、农业和林业机械设备等,彻底能够取代同规范的進口高精密异型管。



金海金属材料有限公司是 上海20G高压锅炉管生产基地,设备工艺先进,技术力量雄厚,省部级重合同守信用企业, 上海20G高压锅炉管定点生产厂家。我司拥有完整、科学的质量管理体系。金海金属材料有限公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


