



更新时间:2025-02-11 10:09:09 浏览次数:7 公司名称:许昌 建贸机械 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |





5.基本操作
(1)设备操作人员上岗时必须穿戴好劳保防护用品。
(2)开机前检查相关电路有无异常,确认无误后合上总开关电源。
(3)按动启动开关使机器空运行一次,注意观察铣削电机是否按照箭头方向运行(如方向相反可调换配电箱内电机线序)。
(4)将钢筋一端放入钢筋槽内,调节定尺挡板确定铣削长度。按动夹紧按钮,气缸下压夹紧钢筋,检查钢筋是否夹紧/有无松动。
(4)启动机器,设备正转带动铣削电机将钢筋头打磨,打磨完成后碰到终点限位机器退回初始位置,按动停止按钮,铣削电机停止运行。打开夹紧按钮,拿出钢筋端头。
6.设备维护
设备维护之前必须剪切设备总电源。不要使用化学溶解剂清洁设备。顶多使用柴油,但是只能用布擦。设备外部日常清洁(每40个工作时)为了确保设备正常运转设备的内部原件应该首先得到 的清洁,使用工业吸尘器和小型 或者棉布,掉残留物、灰土和所有杂物。另外控制箱也需要仔细的清洁,清洁时不要碰坏电器元件。

2.锯床工作位置应保证操作人员的,平台和通道必须防滑,必要时设置踏板和栏杆。
3.有可能造成缠绕或卷入等危险的运动部件和传动装置,应予以封闭或设置防护装置、或设置警示标识;危险运动零、部件的防护罩、盖及各操作手柄应安装可靠有效。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。
3、 锯条有必要拉紧,锯前试车空转3 — 5 分钟,以打出液压筒中和液压传动装置上各油沟中的空气,并检查锯床有无毛病、光滑油路是否正常。
4、 锯割管材或薄板型材,齿距不应小于资料的厚度。在锯割时应将手柄退到慢的方位,并削减进刀量。
5 、金属带锯床在作业中,禁绝半途变速,锯料要放正、卡紧、卡牢,按原料硬度和锯条质量决议进刀量。
6 、有必要专用液压油和光滑油液压传动及光滑装置中,冷却液有必要清洁,并按周期替换或过滤。
7 、在资料行将锯断时,要加强调查,留意操作。
8 、作业结束,堵截电源,把各操作手柄放回空位上,并做好清扫作业。
9 、机床作业时如发现毛病,应立即泊车报告建造与保障部派机修工修补。鑫岳机床一直认为:供给优质的产品,是报答客户 的办法。
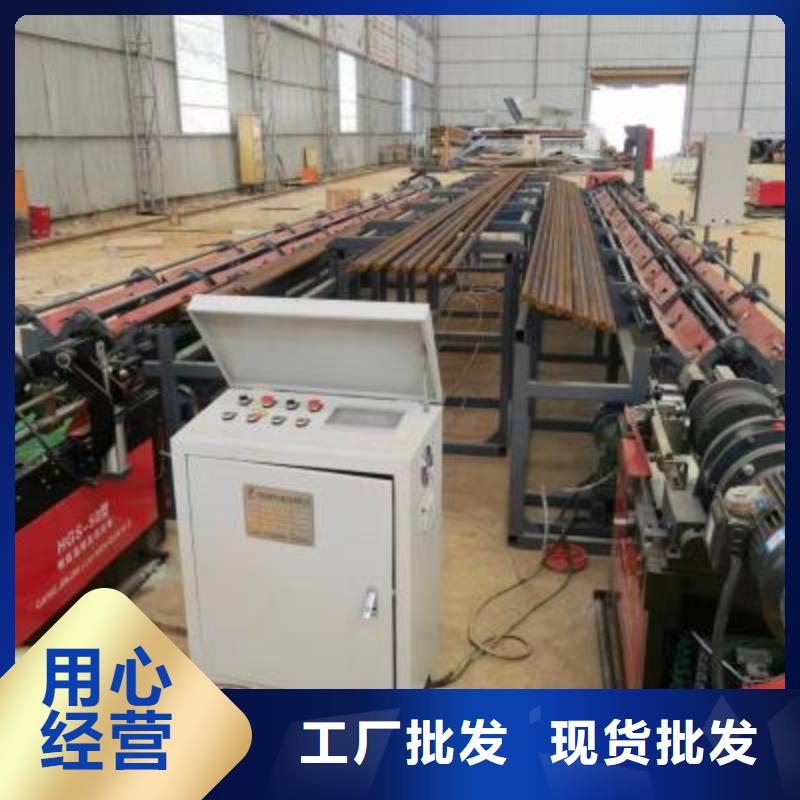
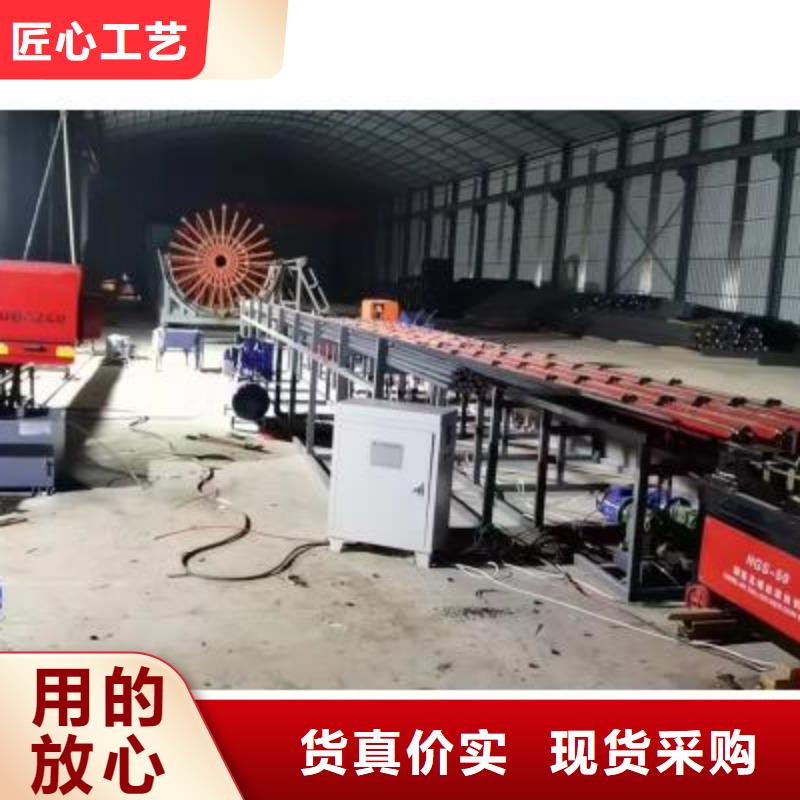
文山数控全自动锯切套丝打磨生产线产品介绍:钢筋锯切 墩粗 套丝 打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。节约场地:套丝设备可与钢筋剪切锯切设备连接,钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。减少人工:该设备操作人员只需要一个人就可完成操作,无需吊装和搬运线体直接运输。提率:短时间实现从原材料到两端套丝半成品。保证品质:上下工序紧密衔接,及时发现异常并纠正。操作简单:设备配备人性化的操作程序,可选择作业,同时这两个部套可以拆分开作为独立设备使用。先进的伺服控制系统,锯切套丝精度高。文山数控全自动锯切套丝打磨生产线产品参数:型号LYJQ-500锯切宽度:500mm钢筋直接:16-50mm钢筋传说速度:90m/min钢筋长度范围:1.5-12长度误差:±1mm锯切主机功率:4kw外形尺寸:29*3.8*2.45m套丝机型号:40-3/40-5型加工钢筋直径:16-40mm滚丝zui大长度:80mm
文山钢筋锯床支持定制