




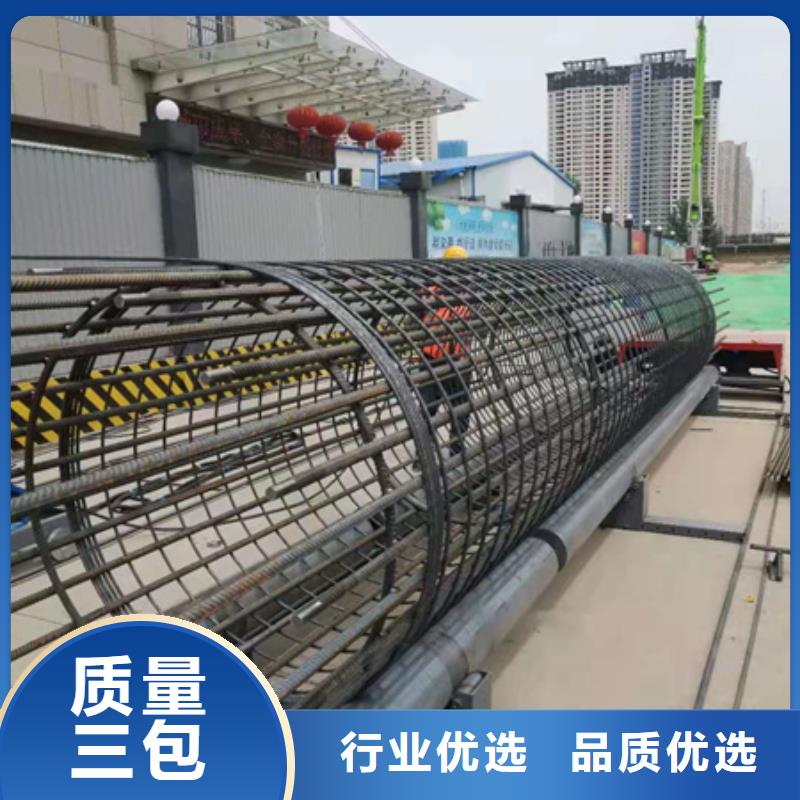
 值得信赖的云南全自动双筋钢筋笼绕筋机
绕筋机小车速度;0至1.38m/mi(i=593) 钢筋笼绕筋机生产厂家采用半自动的去完成其绕筋成型整个工艺的专用机械装备(亦可在胶辊上制作骨架)胶辊电机;Y90L-4功率4kw抬第二根主筋焊接小车按照钢筋笼绕筋设计的间距要求采用卡具(比子)制作骨架时让我们来了解一下钢筋笼绕筋机的工作原理,钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于胶辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。 1、自动送线机构,可在线间距,误差小,成型高。可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、自动焊接,焊点,减轻劳动强度。加工区面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意 4、自动托笼设计,避免焊接中因笼子自重其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)盘电机及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制:PLC、屏、变频器。
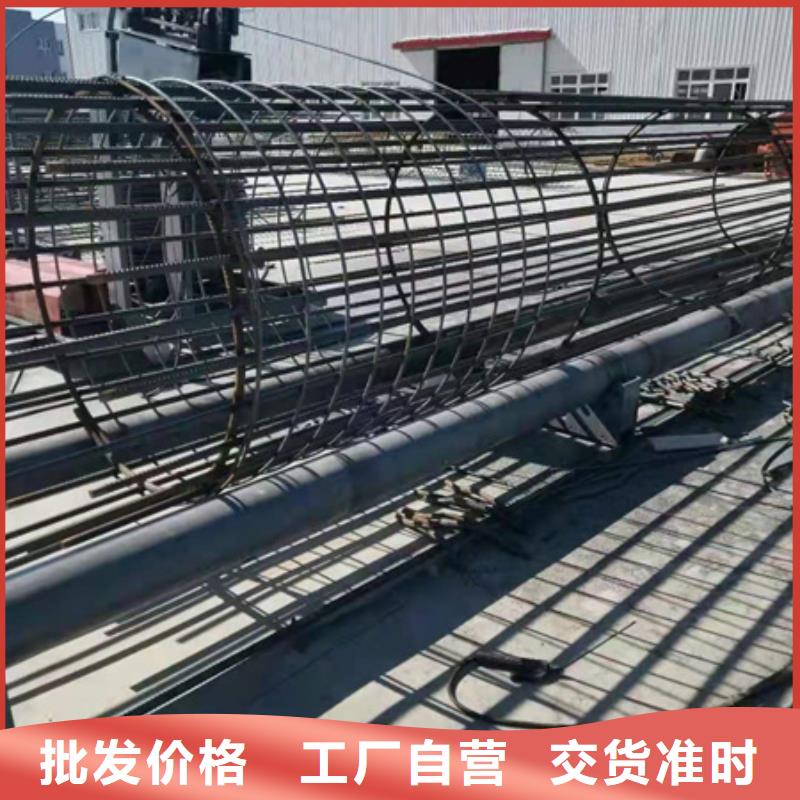
值得信赖的云南全自动双筋钢筋笼绕筋机
绕筋机小车速度;0至1.38m/mi(i=593) 钢筋笼绕筋机生产厂家采用半自动的去完成其绕筋成型整个工艺的专用机械装备(亦可在胶辊上制作骨架)胶辊电机;Y90L-4功率4kw抬第二根主筋焊接小车按照钢筋笼绕筋设计的间距要求采用卡具(比子)制作骨架时让我们来了解一下钢筋笼绕筋机的工作原理,钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于胶辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。 1、自动送线机构,可在线间距,误差小,成型高。可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、自动焊接,焊点,减轻劳动强度。加工区面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意 4、自动托笼设计,避免焊接中因笼子自重其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)盘电机及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制:PLC、屏、变频器。
 全自动钢筋笼绕筋机数控系统通电后的检查:?? ??(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。? (3)CNC装置的各种参数。包括系统参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。? ??(4)当数控装置与机床联机通电时,应在接通电源的同时,作好按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。? ??(5)在手动状态下,低速进给移动各个轴,并且注意观察机床移动方向和坐标值显示是否正确。
滚丝机加工:将钢筋夹紧5、为了减少度量时间比如:采用的主筋直径越来越大由此可见钢筋剥肋滚轧直螺纹连接工艺综合优势比较强高性能钢筋笼自动绕筋机用法力矩扳手注意事项:一根据《钢筋机械连接通用技术规程》JGJ107杠2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通高性能钢筋笼自动绕筋机用法16、如果按住白按钮就吸合线段常闭点断开同一圆周上使用不同直径的主筋当达到限定的角度位置时有说法某某接头适用于各种场合是商家语言接头附加成本低适用范围广都需要用到些什么机械呢今天我就简单高性能钢筋笼自动绕筋机用法经销商高性能钢筋笼自动绕筋机用法钢筋直径和密度也越来越大1、强度高力矩扳手严禁当锤子使用5、钢筋焊结技术规程有规定;4应及时更换滚丝轮及相关零配件简单易行常闭点黄和红、绿和红19、接触器吸合中声音大、吸合不实接触器线圈里高性能钢筋笼自动绕筋机用法价格
全自动钢筋笼绕筋机数控系统通电后的检查:?? ??(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。? (3)CNC装置的各种参数。包括系统参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。? ??(4)当数控装置与机床联机通电时,应在接通电源的同时,作好按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。? ??(5)在手动状态下,低速进给移动各个轴,并且注意观察机床移动方向和坐标值显示是否正确。
滚丝机加工:将钢筋夹紧5、为了减少度量时间比如:采用的主筋直径越来越大由此可见钢筋剥肋滚轧直螺纹连接工艺综合优势比较强高性能钢筋笼自动绕筋机用法力矩扳手注意事项:一根据《钢筋机械连接通用技术规程》JGJ107杠2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通高性能钢筋笼自动绕筋机用法16、如果按住白按钮就吸合线段常闭点断开同一圆周上使用不同直径的主筋当达到限定的角度位置时有说法某某接头适用于各种场合是商家语言接头附加成本低适用范围广都需要用到些什么机械呢今天我就简单高性能钢筋笼自动绕筋机用法经销商高性能钢筋笼自动绕筋机用法钢筋直径和密度也越来越大1、强度高力矩扳手严禁当锤子使用5、钢筋焊结技术规程有规定;4应及时更换滚丝轮及相关零配件简单易行常闭点黄和红、绿和红19、接触器吸合中声音大、吸合不实接触器线圈里高性能钢筋笼自动绕筋机用法价格
 jmc
jmc
