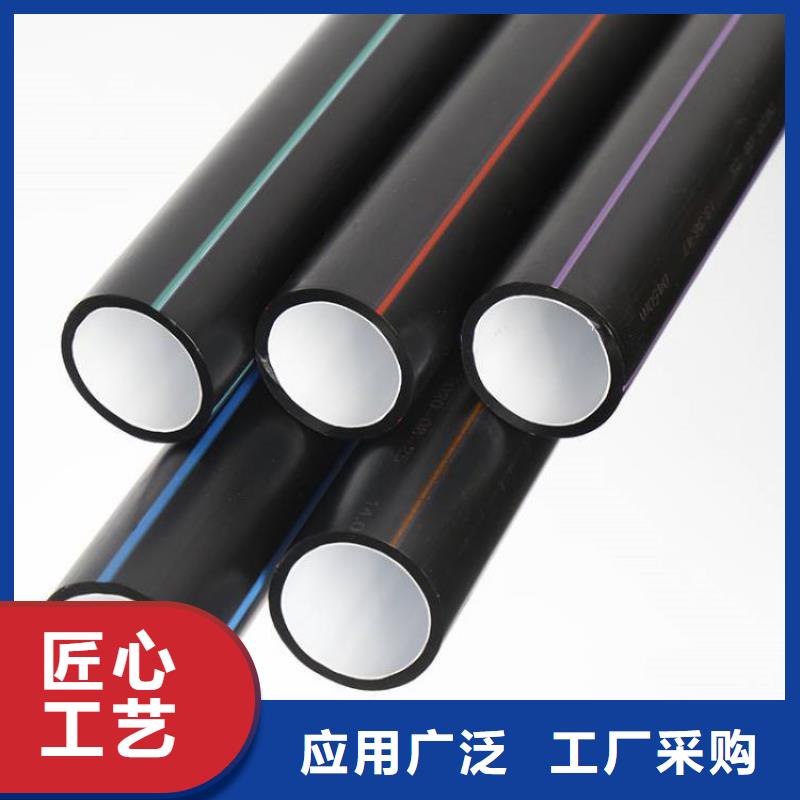



本溪HDPE硅芯管成品生产是HDPE硅芯管生产过程中重要的一个环节,也是问题较多的一个环节,本溪HDPE硅芯管专业生产厂家湖北亮诚塑业总结多年生产经验,将在生产过程中常见问题及解决方法列举如下,希望对朋友们有所帮助,若有不周之处,还请各位专家朋友不吝批评指教,同时也欢迎广大同仁与我们多探讨交流,共同学习,共谋发展。本溪HDPE硅芯管成品生产常见问题:生产过程中挤出不顺畅,产品表面看起来不光滑。解决方法:引起此类现象的主要问题是温度过低,可3-5℃逐步提高,达到所需的温度即可。在正常的生产过程中发现生产的产品表面有滑痕。解决方法:本溪HDPE硅芯管出现此现象的原因可能有两种,一是原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。要解决这类原因引起的滑痕,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。第二种可能是就温度过高,只要温度适当调低就行了。生产过程中产品自然增大,并且有发泡现象。解决方法:引起生产的产品自然增大的主要原因是温度过高,可降低温度,等到调节的温度达到所需的温度在重新挤出。而发泡这种现象的主要起因是原材料过于潮湿引起的,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。
本溪专业销售32/26硅芯管-省钱
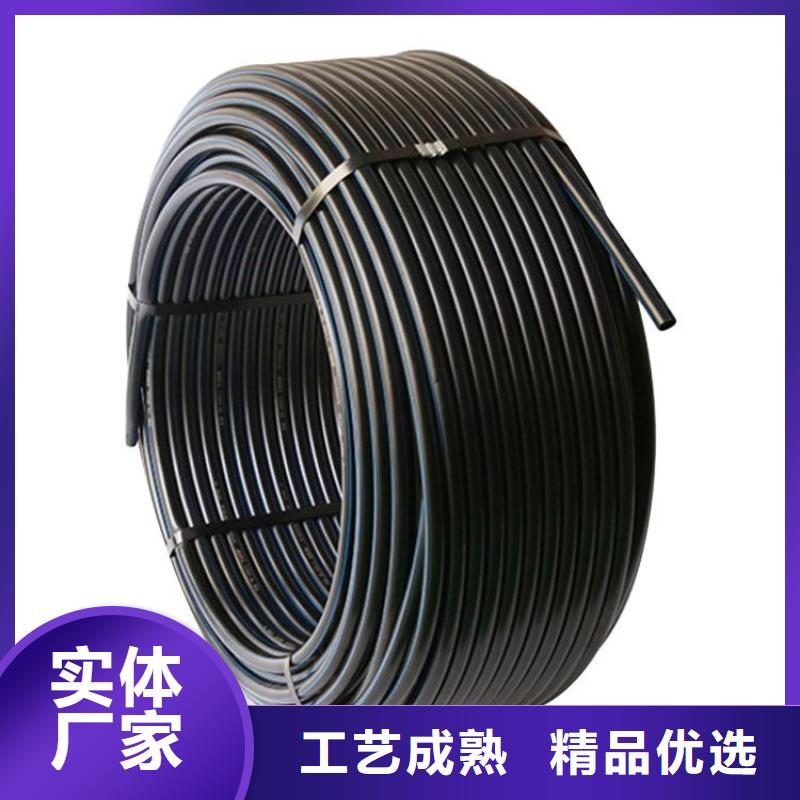
本溪PE硅芯管的检验:由业主、监理、厂方、施工方组织进货检验,主要进行外观检验(盘号、添加色标号、外径、内径、管壁厚度、椭圆度、色彩鲜度、光滑度)、数量、保证资料,24小时气闭性能测试,做好质量记录和标识。为确保硅芯管管道的整体施工质量,必要时根据供货情况,可与业主、监理、厂方协商对硅芯管抽检,对所抽检本溪PE硅芯管盘长的1/2处作剪断性检验,因为有的本溪PE硅芯管在两个端头硅芯涂层均匀、厚度达标而在部分长度处硅芯涂层不均匀、厚度不达标。合格的材料根据材料任务单送到各段指定地点,存料时应将相同规格的产品放在一起,禁止混放并交接手续。聚乙烯PE硅芯管的保管:硅芯管存放时,盘与盘之间应按色标整齐排放同时要保证每根本溪PE硅芯管两端堵头完好无损,以免雨水及沙、粉尘、杂物等进入管内。硅芯管应远离火源,在存放点设置醒目的禁火标志。
 <本溪>润星电力管材有限公司
<本溪>润星电力管材有限公司
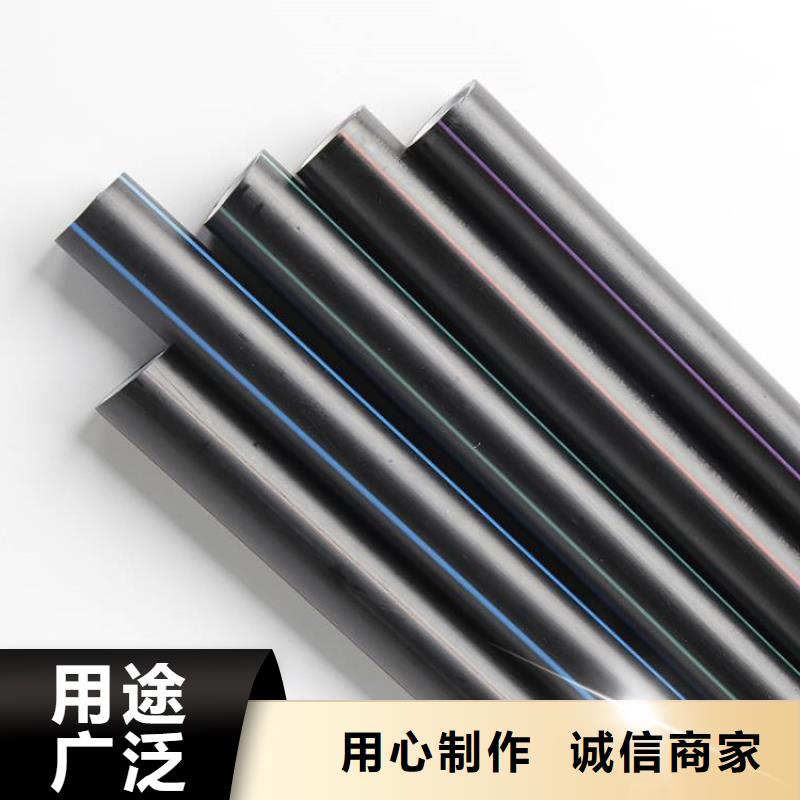
先将盘上本溪硅芯管外端拖出一定距离后固定在管沟适当位置上,然后使用汽车牵引装有轴盘的拖车,沿管沟方向前进,人力协助敷放,将硅芯管展开并无损伤地摆放在路坡边沟或管沟内。没有拖车时,也可将盘架支在卡车车厢内。但在车辆行驶中,要防止支架倾斜、倒塌,伤及人身。作为子管放在大口径的其他管道中时,硅芯管应从轴盘上方拉出。多根本溪硅芯管需穿放在同一大口径管道中时,必须同时穿入,并使用牵引缆扣或牵引网套。本溪PE硅芯管的弯曲:遇到路由转弯,地形高低起伏较大或进入人(手)孔和端站导致硅芯管必须弯曲时,要保证硅芯管的弯曲半径必须大于1米。个别困难处,其硅芯管的弯曲半径不应小于该管外径的15倍。严禁出现折弯。进出人(手)孔硅芯管的排列方式改变或上述需要弯曲的地方,要使硅芯管形成平滑的自然弧状, 禁止出现折弯。严禁使用喷灯或其他方法加热硅芯管使之变软弯曲。

敷设本溪PE硅芯管的管沟开挖时应注意保证沟底的平直性,高低必须平稳过渡,不得有明显高程差,做到沟底无硬坎,无突出的尖石砖块。管沟下底的设计宽度,应根据硅芯管排列宽度加20厘米(即每侧各加10厘米)确定,管沟下底宽度小不应小于30厘米,以便操作人员下沟摆放排列硅芯管。高速公路隔离带中或路肩铺设硅芯管,设计计算埋设深度和硅芯管排列宽度时,要考虑到防撞栏立柱安装时对硅芯管的影响。硅芯管的埋深:一般埋深为1米左右。管道与其他管网和建筑物地隔距应满足设计要求的同时,并和该管线的产权单位协商解决交越的距离和保护方式。HDPE硅芯管敷设施工质量控制过程,本溪PE硅芯管穿越地下管线及地下光(电)缆时应保护现有底下设施免受破坏。在特殊地段施工中,本溪PE硅芯管敷设因个按设计要求,施工中不应损坏管道防腐成和管道的跨越结构。硅芯管沟槽的清理、开挖应符合下列要求:a)硅芯管敷设前,应清理、平整管道一次回填土,沟槽应平整顺直。b)本溪PE硅芯管沟槽在管沟中的位置、深度和宽度应符合设计要求。