
【新品发布,视频先行!】【螺旋管【防腐管】货品齐全】产品,等你来探!
以下是:【螺旋管【防腐管】货品齐全】的图文介绍

螺旋钢管主要工艺特点:成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。
致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。


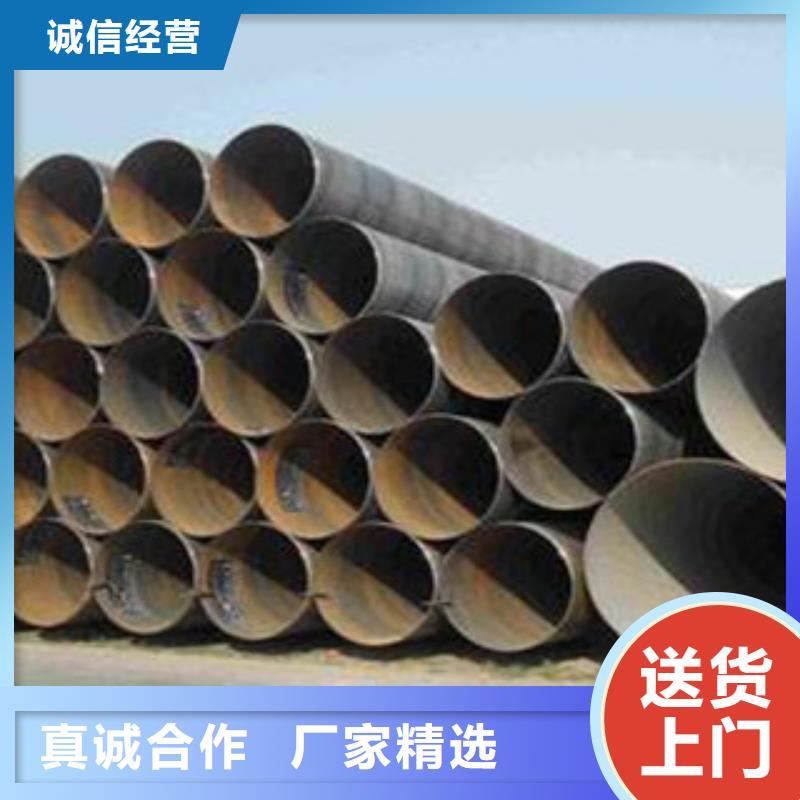
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。



钢兴钢管 有限公司坐落于风化店乡后枣园工业区,是一个集科研、制造、销售于一体的现代型企业。公司拥有一支经验丰富的高素质研发队伍,公司本着“勤奋务实、自主创新”的企业精神,全心致力于 内蒙古呼伦贝尔TPEP防腐钢管的研发与制造。公司现有产品: 内蒙古呼伦贝尔TPEP防腐钢管。面对未来,我们有充足的信心开拓更广阔的发展空间,在充满挑战的市场竞争形势下,我们坚持自主创新,不断优化企业内部管理,为国内外客户提供输送方案和产品。



韧性和疲劳强度:管道发展的趋势是大口径、高强度。随着钢管直径的加大、所用钢级的提高,产生韧性断裂尖稳扩展的趋势越大。根据美国有关研究机构的试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性。输送管线由于输量的变化,在实际操作过程中,钢管是承受随机交变载荷的作用。了解钢管的低循环疲劳强度,对判断管线的使用寿命具有重要的意义。按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高。现场可焊性:现场的可焊性主要是由钢管的材质和端口配合尺寸公差决定的。
考虑到钢管安装施工的要求,钢管加工生产的连续性的和外形几何尺寸的一致性尤为重要。
考虑到钢管安装施工的要求,钢管加工生产的连续性的和外形几何尺寸的一致性尤为重要。


