
为了让您更地了解我们的钢板酸洗钝化无缝管多种规格可选产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:钢板酸洗钝化无缝管多种规格可选的图文介绍

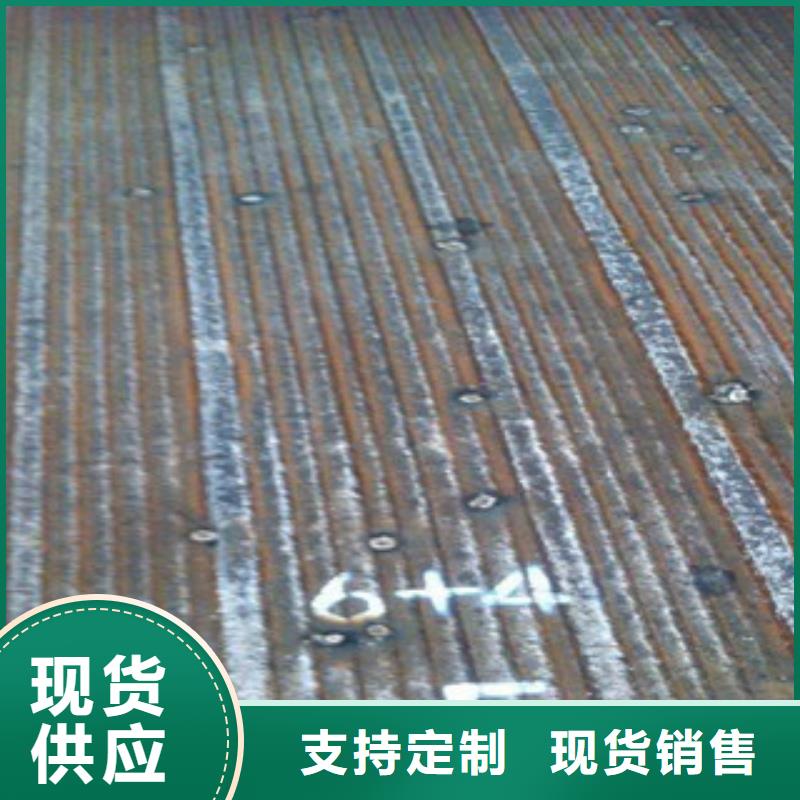
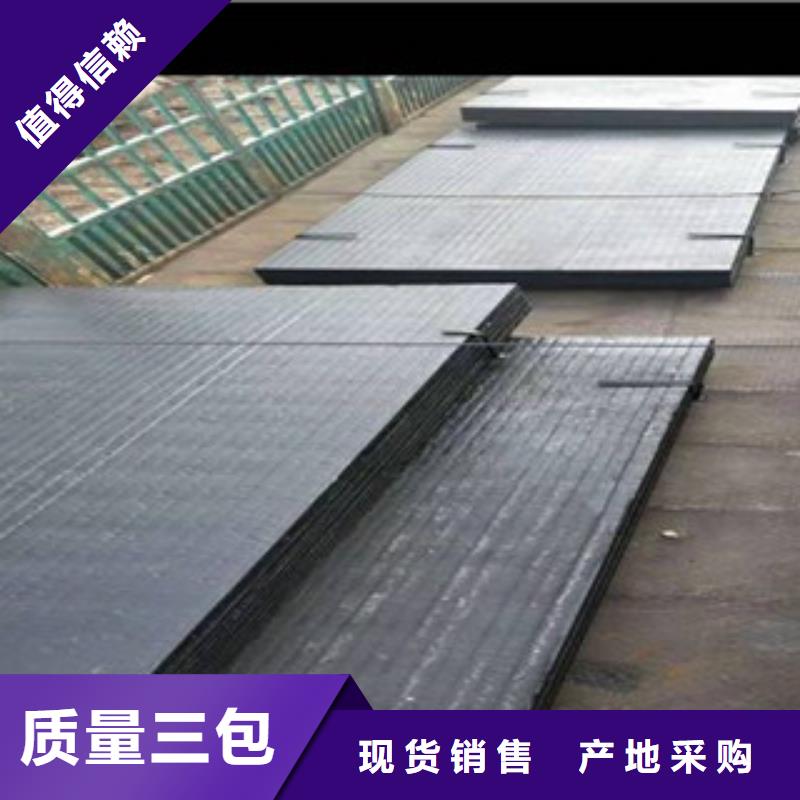
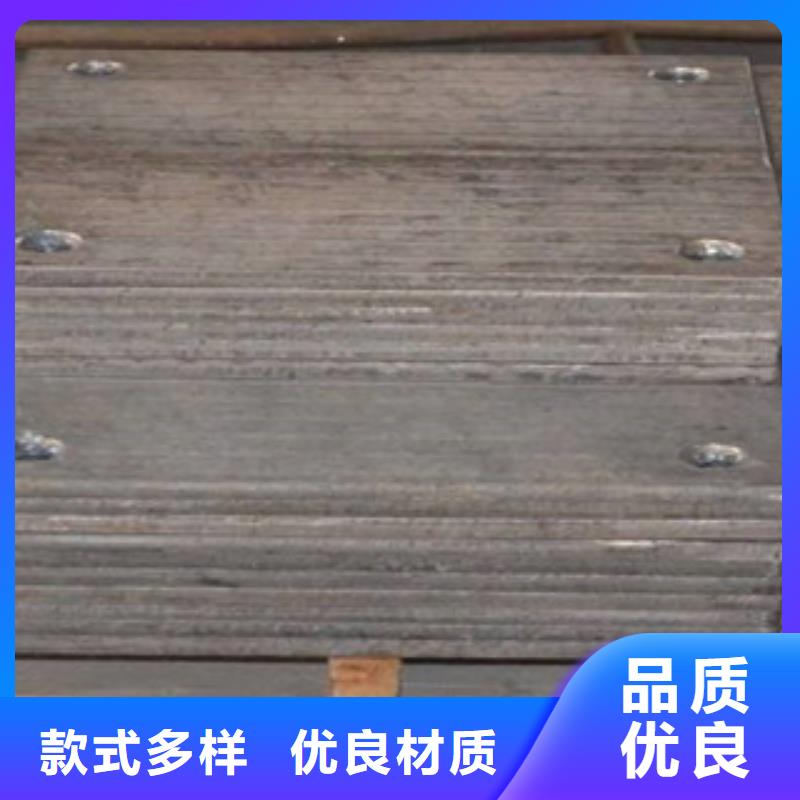
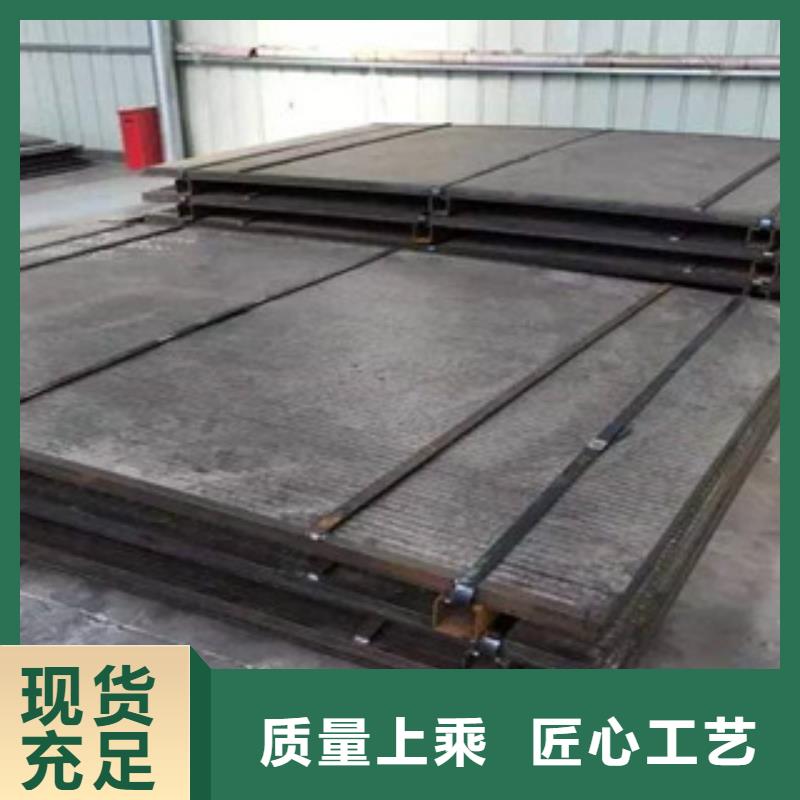
复合耐磨板由基板和合金耐磨层两部分冶金结合组成,合金耐磨层一般为总厚度的1/3~1/2。耐磨层的基体是冶金结合,用专用高硬度明弧药芯焊丝均匀地复合一层至两层以上,复合过程中,由于应力的释放,在表面会产生均匀的横向裂纹。采用自动焊接工艺,将高硬度自保护合金焊丝均匀地焊接在基板上,复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是复合耐磨板的特点。
天津鑫铭万通焊割机械有限公司是一家集计划,研究,出售为一体的厂家,商品有耐磨钢板、耐磨衬板、复合耐磨板、耐磨合金钢板、双金属耐磨板、碳化铬耐磨板、高铬合金钢板、双金属复合耐磨钢板、堆焊耐磨钢板等。我公司凭着优异的技能及诚的理念,引入领先的国内外技能、设备,选用优质原料配以科学的,树立了完善的售前及售后效力系统,博得了客户的好评。公司遵循“以优于同行的质量标准,满足顾客对产品实物质量的期望和要求。”的质量方针来满意您的恳求,为您合理计划、俭省空间、前进功率、创造赢利!
天津鑫铭万通焊割机械有限公司是一家集计划,研究,出售为一体的厂家,商品有耐磨钢板、耐磨衬板、复合耐磨板、耐磨合金钢板、双金属耐磨板、碳化铬耐磨板、高铬合金钢板、双金属复合耐磨钢板、堆焊耐磨钢板等。我公司凭着优异的技能及诚的理念,引入领先的国内外技能、设备,选用优质原料配以科学的,树立了完善的售前及售后效力系统,博得了客户的好评。公司遵循“以优于同行的质量标准,满足顾客对产品实物质量的期望和要求。”的质量方针来满意您的恳求,为您合理计划、俭省空间、前进功率、创造赢利!


4、必须分析零件服役条件及失效的原因,进而合理地选择堆焊金属层的材料,以便充分发挥堆焊层的功能。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
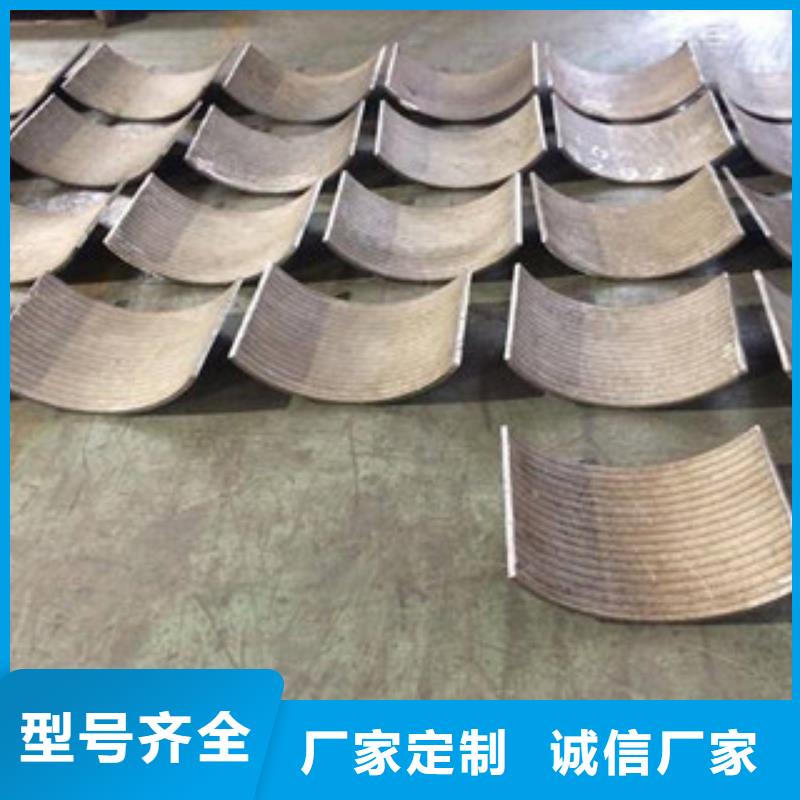
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。



鑫铭万通商贸有限公司主要生产: 内蒙古呼和浩特喷漆无缝管,各种规格和款式的产品可供客户选择。我们对 内蒙古呼和浩特喷漆无缝管产品严格按照行业标准检验后出厂,质量长期稳定可靠,应用于不同领域,具有广阔而稳定的市场前景。 公司自成立以来,始终坚持以质量求生存,靠科技促发展的原则,实行科学管理,把完善的质量体系贯穿于整个生产过程,我们以热忱服务客户为宗旨,不断完善销售及售后服务的经营理念,成为优良的 内蒙古呼和浩特喷漆无缝管服务商。 鑫铭万通商贸有限公司竭诚为您服务,与您共同进步,期待您的来电咨询!


输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
