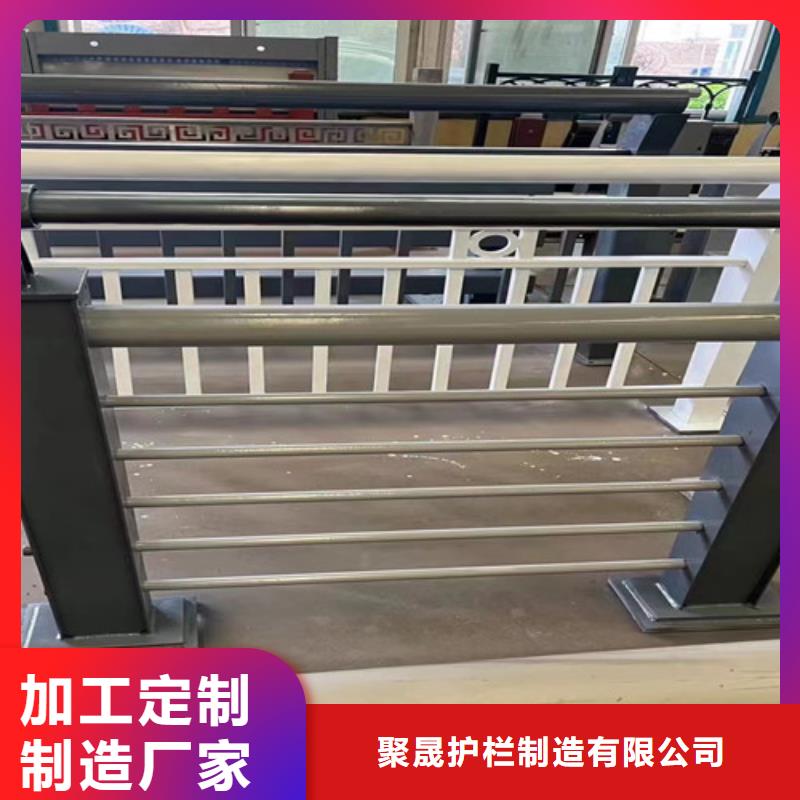
LED灯光护栏诚信厂家-品质保障
更新时间:2025-02-10 23:59:17 浏览次数:10
以下是:LED灯光护栏诚信厂家-品质保障的产品参数
| 产品参数 |
|---|
| 产品价格 | 216/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 989898999 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 100米 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 聚晟 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品颜色 | 根据需求定制 |
|---|
| 适用领域 | 桥梁 公路 道路 公园 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 聚晟护栏 |
|---|
| 材质 | 不锈钢 |
|---|
| 是否可定制 | 是 |
|---|
以下是:LED灯光护栏诚信厂家-品质保障的图文视频
导读 在河南省开封市采买LED灯光护栏诚信厂家-品质保障到聚晟护栏制造有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-15376839990,QQ:770942940,地址:《开发区工业园发货到河南省 开封市 龙亭区、禹王台区、金明区、杞县、通许县、尉氏县、兰考县》。 河南省,开封市 开封市,简称“汴”,古称大梁、启封、汴州、汴梁、汴京、东京,是河南省辖地级市,河南省原省会,国务院批复确定的中国中原城市群核心区的中心城市之一、文化旅游城市。截至2022年,全市下辖5个区、4个县,总面积6239平方公里,截至2022年末,常住人口469.4万人,城镇人口251.27万人,城镇化率53.53%。

焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。


<开封>聚晟护栏制造有限公司承诺:将继续以市场为导向,以科技为依托,逐步更新现有开封生产设备以开封产品品质,不断引进高级管理人才和技术人才以提高企业的管理能力和技术水平,使企业在市场经济的浪潮中创造更辉煌的业绩。



<开封>聚晟护栏制造有限公司自成立以来,本着“十年磨剑、精益求精”的理念,自行研发、设计和生产了开封;未来,公司将一如既往的加强技术创新,持续研发高精尖接合工艺,将公司建设成为开封及周边认可的开封制造商。
总结 选购LED灯光护栏诚信厂家-品质保障来河南省开封市找聚晟护栏制造有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15376839990,{QQ:770942940},地址:[开发区工业园]。