




焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
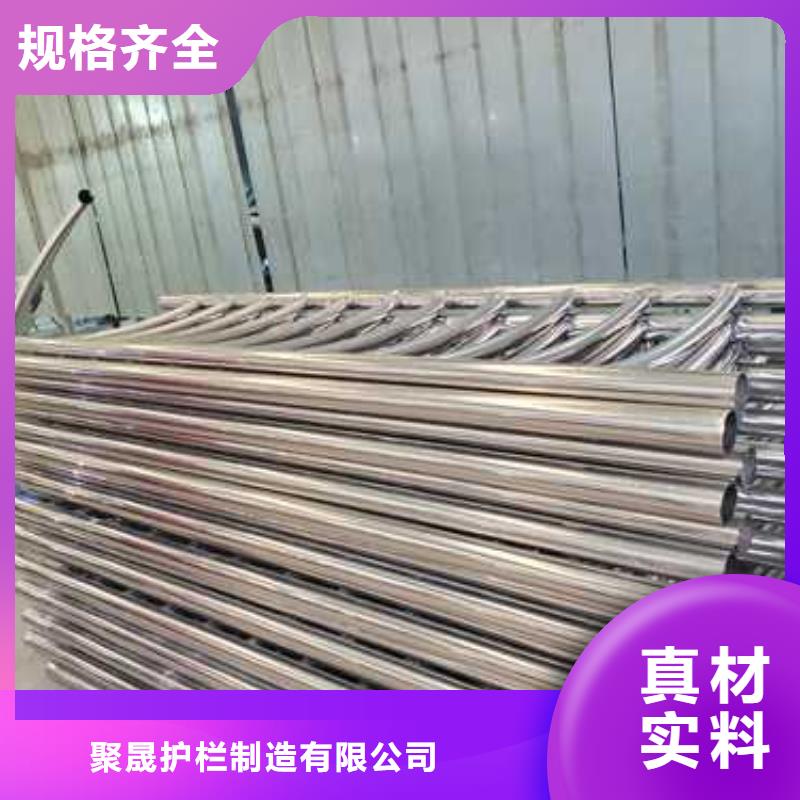
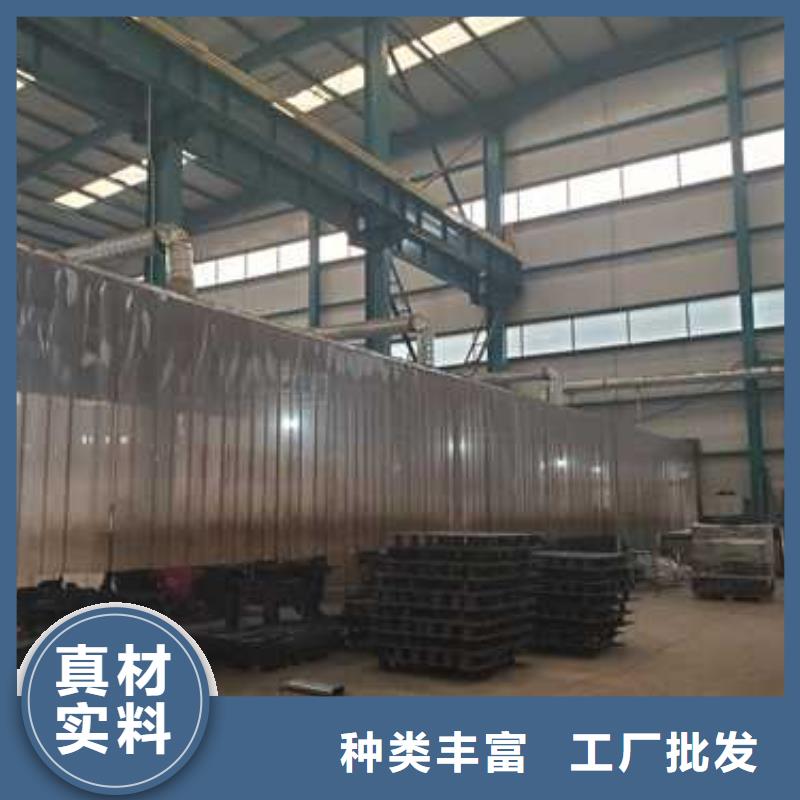
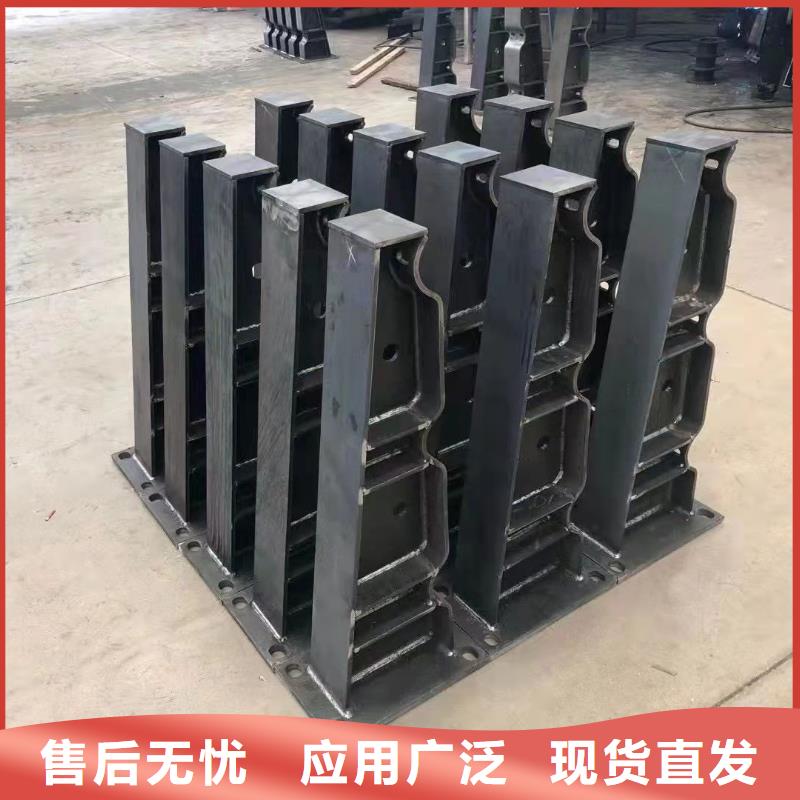
<广东>聚晟护栏制造有限公司 桥梁不锈钢防撞护栏实体大厂

内衬不锈钢复合管价钱致使高位,接货积极性30:3内衬不锈钢复合管价钱致使高位,接货积极性明显内衬不锈钢复合管市场趋稳运转。估量后期内衬不锈钢复合管市场或暂时坚持一定平稳运转状态,继续上调略显费力。 焊后焊后应认真清算焊件表面的焊渣、焊瘤物及其他污物,必要时应对焊缝中止局部修整。焊接后,应中止后热处置剩余应力,焊后处置需按照设计央求中止,局部热处置时,宜采用电加热法。基层的焊后处置应按基层材质央求选择热处置温度,其他参数按不锈钢内衬管总厚度(7±1。 不锈钢复合管管执行城镇树立行业标准CJ/T192-2004,是在钢管内壁复合薄壁锈钢管,这种双金属复合钢管大大进步钢管在输水、输热水、输煤气、输自然气、输油过程中的耐腐蚀性能,表面光滑,流体阻力小,又保管了钢管机械强度高,可采用焊接、沟漕、螺纹衔接,密封性好的优点,抑止了镀锌钢管易腐蚀,采用热熔衔接的塑料管易漏水和老化的缺陷,是输气、输水、输油钢管的升级换代的理想产品。 焊丝不能与钨级或直接深化电弧的弧柱区,防止电弧的和产生夹钨缺陷,焊丝端部不得退出维护区,防止焊丝氧化。道间温度应控制在150℃以下,施工中采用焊缝两侧水冷的冷却,行将湿毛巾裹在距焊缝80mm以外的两侧钢管上,使焊缝尽快降到150℃以下。 行将6月份,国内市场暂坚持生动状态,库存偏低,及订单状况充足,使得市场价钱仍有上调预期,但现阶段钢材市场运转不佳,整体价钱动摇运转,且部分品种有下调几率,另外在6月初前期停产焦企或复产,也使得内衬不锈钢复合管市场的后期颇显迷离,部分贸易商以为价钱致使高位,接货积极性明显,为此贸易商出货意愿。

