





缩尖效果由模具直接决定,7.加工管径的范围以机器设计的结构和力量来划分一般60X3.0mm和80X4.0mm加工长度1500M8.机器功率11KW-6P380V/3相电源,机械时间:15-60秒9.加热采用中频电源一般选择60KW。 5,几乎没有氧化层,没有废气产生,没有废水产生6,品种齐全,具有高频,超高频等系列,功率有16kw,36kw,50kw,80kw,120kw,160kw,260kw等系列,小导管尖头缩管机原理特点①缩管机起割点的金属表面用热火焰加热达到可燃的要求随着在切割氧中开始燃烧反。 注油:打开油箱盖油箱中加入68#抗磨液压油到油位表2/3位置,接电:将电源线接在小导管尖头机规定的电源上启动电机观察转向电机转向应与电机所标方向一致,如果电机转向和所标方向不一致请调换其中两根电源线的位置。甘肃天水小导管打眼机_小导管箭头机。
6、先启动水泵,确保水循环正常,即电控箱上的缺水指示灯不亮。
7、旋转功率调节按钮,调节输入电流大小。
8、打开定时器,调节加热的时间,一般电流越大,加热所需的时间越短。(加热时间一般在4秒左右)
9、启动油泵,确保油泵油路正常循环。
10、水路及油路都正常循环后,再启动主机进行操作。
故焊网机变压器二次电压不高,固定式焊网机通常在10V以内,悬挂式焊机因焊接回路长,范围宽,二次电压达24V左右,由于电阻焊接要求焊接电流大,电压低,电阻焊用变压器二次绕组仅采用一匝(悬挂式或长臂焊机采用两匝)。 C,检验铜软联以及电极臂其以及电极头碰触的地方氧化情况严不严重使得碰触的电阻加强发热严重,D,查看电极头的截面是不是因为摩擦太多使得其过载出现了发热,

维护也非常的方便,不会因为一些小部件的损坏,导致整机无法正常运行。据我们的长期统计,超过95%的机器故障都可以在我们技术人员的指导下解决!我们销售出去的产品如遇重大故障,或者客户无法解决的问题,我们承诺48小时之内派人到现场解决(一些偏远地区可能会延长时。
2)注浆压力:0.5~1.0MPa,2.小导管采用Φ42无缝热轧钢管支撑,在前部钻注浆孔,孔径10mm,孔间距15mm,呈梅花形布置,前端加工成锥形,尾部不钻孔长度不小于30cm,作为止浆段,3.小导管施工要求:(1)小导管安设一般采用钻孔打入法。 2.工作时间较长的话,2个月换滤芯,不长就半年,液压油看工作时间,半年或一年换一次,3.有漏油的地方及时处理,飞扬数控全自动多功能冲孔机,4.数控冲孔机在工作前应作空运转2-3分钟,检圌查脚闸等控圌制装置的灵活性。
 31953
jmc
31953
jmc
缩尖效果由模具直接决定,7.加工管径的范围以机器设计的结构和力量来划分一般60X3.0mm和80X4.0mm加工长度1500M8.机器功率11KW-6P380V/3相电源,机械时间:15-60秒9.加热采用中频电源一般选择60KW。 5,几乎没有氧化层,没有废气产生,没有废水产生6,品种齐全,具有高频,超高频等系列,功率有16kw,36kw,50kw,80kw,120kw,160kw,260kw等系列,小导管尖头缩管机原理特点①缩管机起割点的金属表面用热火焰加热达到可燃的要求随着在切割氧中开始燃烧反。 注油:打开油箱盖油箱中加入68#抗磨液压油到油位表2/3位置,接电:将电源线接在小导管尖头机规定的电源上启动电机观察转向电机转向应与电机所标方向一致,如果电机转向和所标方向不一致请调换其中两根电源线的位置。甘肃天水小导管打眼机_小导管箭头机。
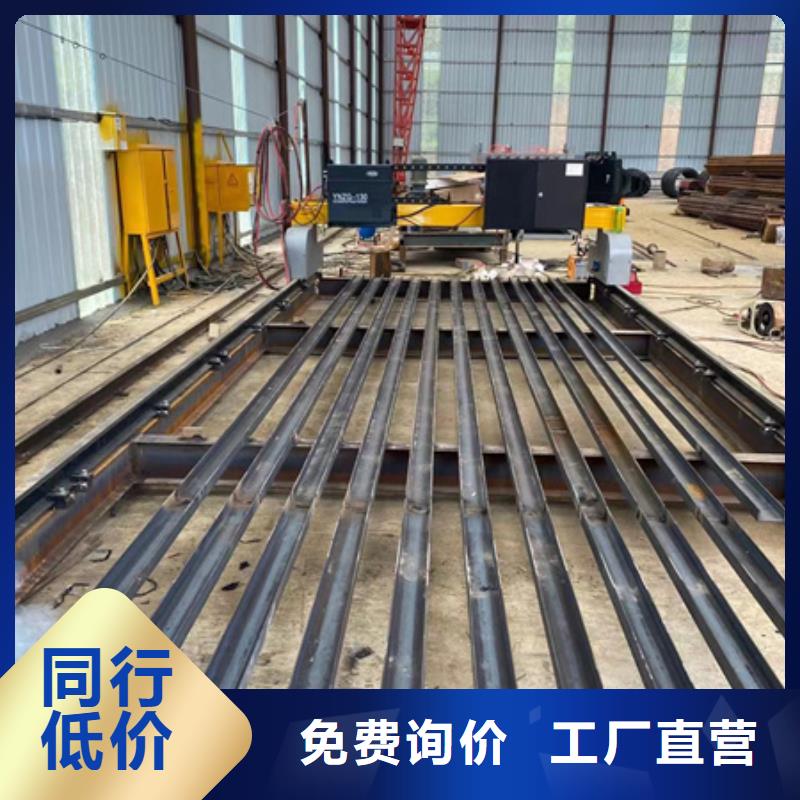
工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。
冷弯结束时,关闭机械传动系统 ,将冷弯型钢放置在辅助系统 的门式托架上即可。这种冷弯作业, 保证了材质的强度, 提高了支护钢拱架的质量,极大地提高了工效,操作简单、明了。冷弯机与压床相比,具有良好的工作性能。
相较全液压型弯拱机,价格便宜。
挑选冷弯机5项必看因素及2项须知
(1)三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形。
(2)油缸的直径和行程:直径和行程决定了压力的大小和弯曲半径的可调性。
(3)台体钢板厚度和骨架的质量:决定着弯大型钢材时是否变形。
(4)电机的功率和减速机的质量。
(5)厂家的生产规模和服务。
须知事项1:所弯的钢材的类型、型号、材质 ;
