



更新时间:2025-02-06 17:51:58 浏览次数:16 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
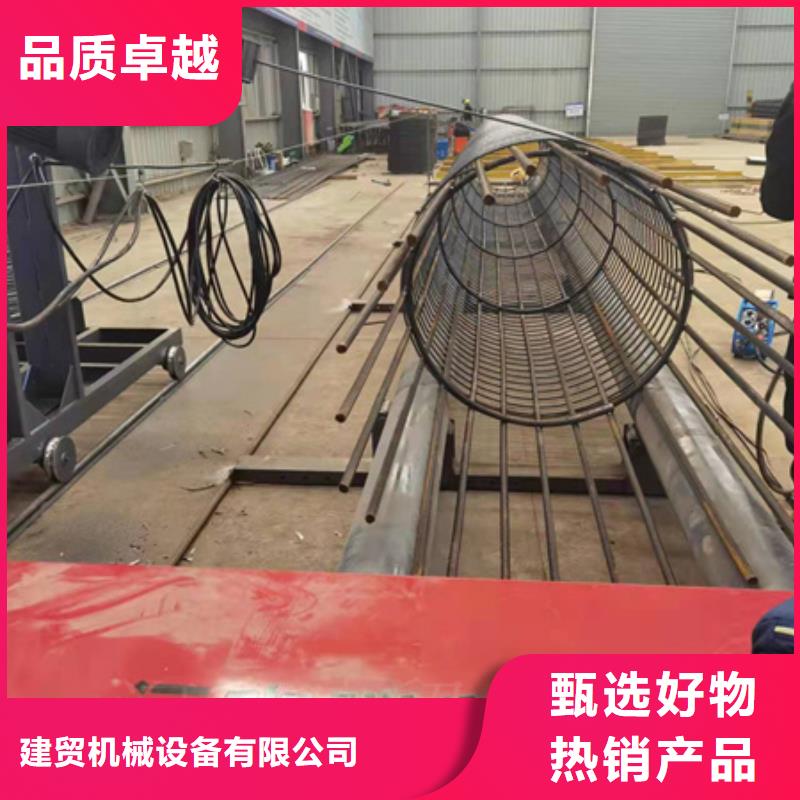
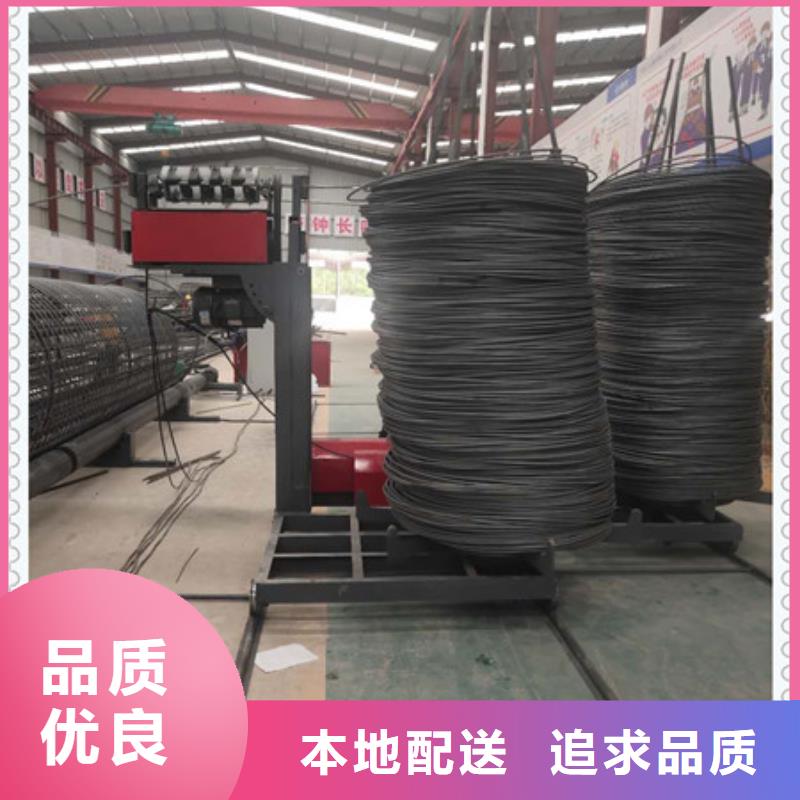
| 名称 | 钢筋笼绕筋机 |




1、品牌因素不通厂家钢筋绕筋机质量不同,价格也不同。且不同品牌,材质不同,成本在无形之中也就有了差别。除此之外,大品牌的产品一般厂家规模很大,无论是在经营还是其他方面,所耗费的资金分摊到机器中,价格也就高了起来,但大厂家的产品售后一般有保障。2、地域因素同一件产品,不同地区的价格也不同。对于钢筋绕筋机价格来说,由于地区间的经济差异,商品所在厂家差异,厂家员工的成本等,也会造成钢筋绕筋机的报价不同。3、质量因素现在市场上钢筋绕筋机质量良莠不齐,质量有好有坏。价格自然也不同。钢筋绕筋机施工过程中起到非比寻常的作用,所以在选择的时候,要选择质量较好的机器。4、服务因素如果产品质量相同价格不同,可能厂家技术支持和售后服务有差别。一家公司如果有着强大的技术支持以及专业的售后服务,可能这家的机器价格较高,但都是物有所值。

调速;绕筋机按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。 场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。 1,小车作用:当钢筋笼旋转时,小车按照钢筋笼绕筋设计的间距要求,按调定速度行走,达到钢筋笼的绕筋间距。 2,线盘:放置绕筋所用线材,随绕筋缠绕速度自行转动。 3,放线器:绕筋线材通过放线器,由弯曲状变为近式直线,按螺旋状缠绕在钢筋笼上,以保证绕筋间距及形状的完整。六、使用与维护 1、整机组装完成后,分别检查各传动部分,运动部分是否有阻碍,若有则予。 2、检查各连接处的紧固件是否有松动,若有则拧紧。 3、检查各润滑点,其润滑油脂是否足够,不够则加足。减速机加注40#-50#机械油,每工作3000小时,清洗换油一次,加注新油不超过1.5kg。 4、检查电路是否正确,接地、接零是否可靠。 5、当以上检查无误后,按启动开关,先点动,再试运转3-5分钟,检查铁辊运转有无异常,若有,则应查明原因并予以排除。 6、在设备上制作骨架时,不要将刚焊接的部位停留在铁辊上,以保障铁辊外观质量。 7、每次开机前,查看有无障碍物与险情,排除后进行绕筋工作。 8、使用过程中,随时注意观察机器运转情况,如发现异常,应立即停机检查,待故障排除后,方可继续工作。 9、工作完毕清理场地,将机器擦拭干净,在运动件上涂上润滑油。
 <乐山>建贸机械设备有限公司
乐山本地的钢筋笼地滚笼机实体厂家
<乐山>建贸机械设备有限公司
乐山本地的钢筋笼地滚笼机实体厂家
数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、阀坏了或者系统的压力偏低。措施是更换新的的阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。 需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
 数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。
数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。

钢筋笼绕筋机制作钢筋笼介绍;钢筋骨架做好平行机器辊筒上边,盘圆放进盘圆架通过调直,把箍筋焊接在骨架上,然后同时运转,骨架原地转动,行走拉着盘圆送丝。一次均匀缠绕在骨架上。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于胶辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。铁辊带动钢筋笼转动,按图纸设计间距,配合小车缠绕箍筋成型。