
更新时间:2025-02-14 17:36:03 浏览次数:9 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |





| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |
环形锯带张紧在两个锯轮上,并由锯轮驱动锯带进行切割。带锯床主要有立式和卧式两种。立式带锯床的锯架垂直设置,切割时工件移动,用以切割板料和成形零件的曲线轮廓,还可把锯带换成锉链或砂带,进行修锉或打磨。卧式带锯床的锯架水平或倾斜布置,沿垂直方向或绕一支点摆动的方向进给,锯带一般扭转40°,以保持锯齿与工件垂直。卧式又分为剪刀式、双立柱、单立柱式带锯床;根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型;根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割);根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
盛金整体生产线采用进口喷涂工艺,表面静电喷塑光洁度好,高温喷漆,更加美观,耐腐蚀,拒绝劣质,我们承诺只做高品质的产品。(备注:因产品不断更新,图片与实物或许略有差别)
另外油温升高后油液粘度下降,对密封的要求更加严格,有可能存在内泄。解决方法:。带锯床加装冷却装置,在使用过程中将液压油油温保持在相对较低的温度;。更换高一级粘度的液压油,如#改为#;。查找有无内泄现象;。更换油质较好的液压油。
带锯床油一热液压柱升不起来的原因分析
影响金属带锯床锯条价格的因素
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
 <岳阳>建贸机械设备有限公司
<岳阳>建贸机械设备有限公司
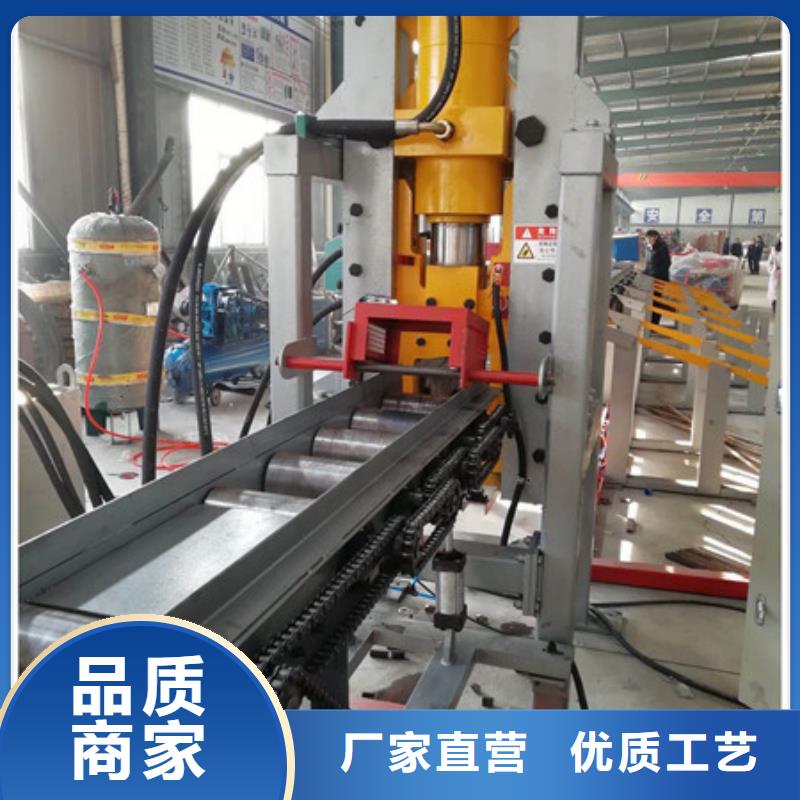
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床自动控制系统:
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
 自动送料锯床厂家-做工精细
<岳阳>建贸机械设备有限公司
自动送料锯床厂家-做工精细
<岳阳>建贸机械设备有限公司
数控带锯床送的材料尺寸不准的原因:金属带锯床更换全新的带锯条锯齿很锋利,为了能够承受双金属带锯条工作时候的锯切压力,必须对新锯条齿部加以磨合,使其形成一个圆弧面从而保护齿部,未经磨合的锯齿在高压下切割,会破损齿尖的组织,缩短带锯条的使用寿命。 对一条新的带锯进行适当的磨合加工,将能极大地增加锯条的使用寿命,按照客户切割的材料种类,公司的技能晋级及商品结构调整资金来源主要是靠自我堆集
选择合适的转速,如何磨合新锯条呢?首先降低进给量,将切割速度降低到正常切割速度的%%,切割需要在低速下进行,确保锯齿切出铁屑,当锯条全部进入到工件后,可以稍加大进给量,之后的每次锯切,逐步加大进刀速度,直到达到正常的锯切速度,如果噪音或者振动幅度很大,则需要对转速进行小幅度调整。别的普遍存在切削功率低的疑问和锯切成批量资料时加工精度不疑问这些疑问致使切削功率低的疑问究其原因在进给切削时。
 jmc
jmc


