



更新时间:2025-02-15 15:02:06 浏览次数:8 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |


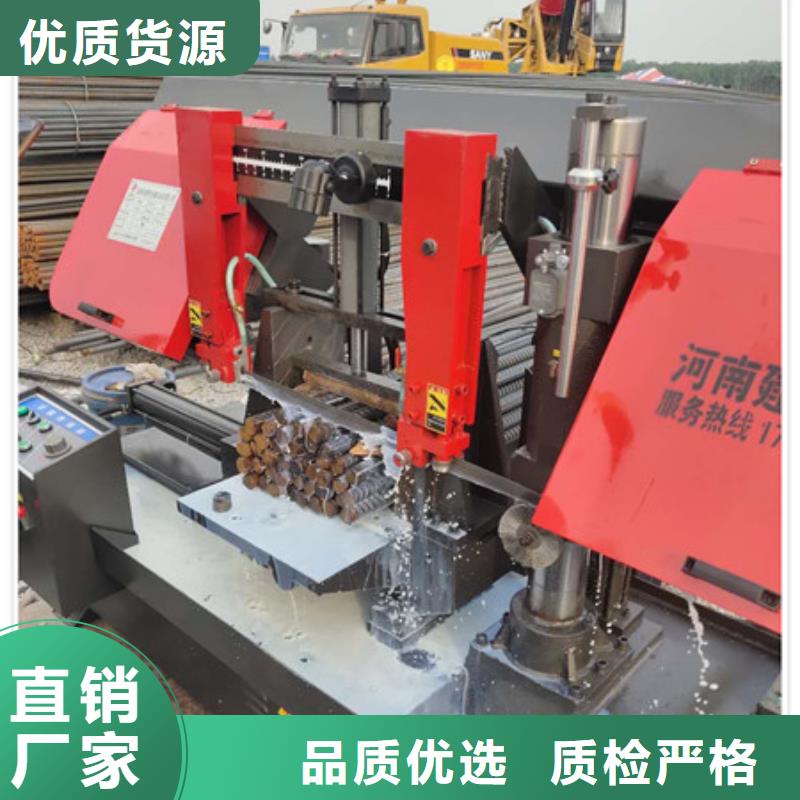


金属带锯床型号 GB4220金属带锯床参数
切削范围(mm) 200-200×200
锯带规格(mm) 2650×27×0.9
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 1.5
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸(mm) 1300×800×1100
所售的机床均为,并由数控机床为你提供产品的售后服务。数控机床品牌所有产品均享受一年的产品质量保障。我单位的设备出厂产品按照 标准,行业标准 ,确保产品运行的可靠性,稳定性,性及各项精度。
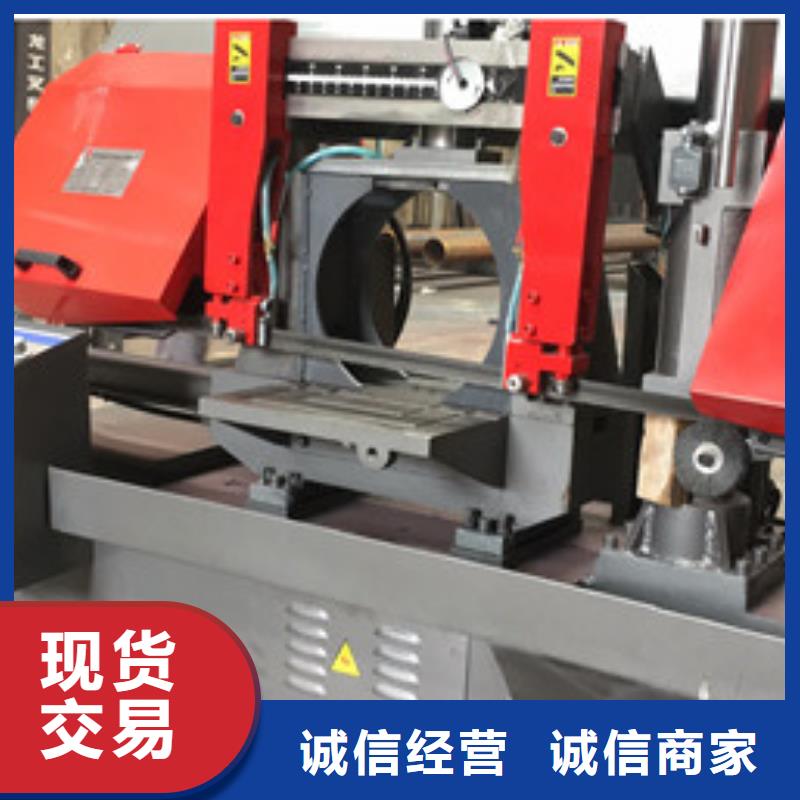
锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,锯齿上的切屑。冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作,液压油夹油缸左边,右边液压油回油箱,左钳向工件。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。

运输说明:考虑到产品运输的性,实效性,方便性,一般为配货站配车运输,这种运输方式具有配车方便,运输途中速度快,一般可进行上门送货方便用户卸车,但这种运输方式也有一个缺点运输车辆配满货物才发车,需要用户等待一般为1-2天,偏远地区除外。发货前将司机号码以短的形式发于用户,我们一切以用户为中心,请您放心购买。
关注机床实时讯息,数控机床。我企业专业生产液压机、剪板机折弯机、冲床、摇臂钻床、立式钻床、金属带锯床、钻铣床、升降台铣床、普通车床、万向摇臂钻及数控铣床、加工中心等。20多年的产品历练成就今日的辉煌,真诚与新老用户合作。
一.主要用途:
本机床应用于切割高度≤300mm、宽度≤300mm的钢胚、铁板、无缝钢管及大型轴类零件,亦可在选取适当的工艺参数后,切割各种黑色或有色金属材料。具有可靠性高、效率高和高刚性等显著特点,可代替昂贵的进口设备。
<海西>建贸机械设备有限公司 海西金属带锯床厂家支持定制 <海西>建贸机械设备有限公司带锯床油一热液压柱升不起来的原因分析
影响金属带锯床锯条价格的因素
锯条在金属带锯床广泛的应用,凭借其自身所具有的优越性而发挥出了突出的优势,满足了大众的不同需求,获得了长足的发展。现如今,随着消费者对于双金属带锯条的认识和了解程度不断提高,对其选购的标准和方式进行详细的和了解。 首先,面对不同的金属带锯床锯条,从自身的需求角度出发,了解其各自的优劣势,进而择优而选。当前,随着用户的需求量日益增加,不同的和生产厂家为作为消费者的我们带来了丰富的选择。但是,在选购时一定要从我们实际的需求角度出发,对不同和生产厂家的产品进行详细的和了解,择优而选。 其次,质量、规格以及性价比等等,都是消费者在选购金属带锯床的锯条过程中需要衡量的关键标准。因为用途不同,金属带锯床锯条在长期以来的发展历程当中,为广大用户提供了不同的类型,在产品的质量和性价比等方面也有着不一样的选择,因此,作为采购一定要在选购之前对其进行综合的衡量和比较,选择适合的带锯条产品。 带锯床操作中硬质合金锯条的使用
 jmc
jmc
不论锯齿合适与否,随意进行切削,这就防止不了形成崩齿拉齿景象。2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢、圆管、方管和别的异型资料时假如进给量把握不妥是简单呈现崩拉齿的,应特别留意。1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。2.操作时因为马虎行事,致使工件未或的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下打齿。3.装置锯带不到位,锯带背部磨爬锯轮的止口边缘,使锯带异常作业。4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。5.锯切结束锯架抬升时。