
以下是优选合金钢管的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:优选合金钢管的图文介绍

深耕 山西大同GB/T8163-2018 流体管行业十年,一直坚持对 山西大同GB/T8163-2018 流体管产品质量的严格把控,售前售中售后的服务。 十年耕耘,让社会各界看到了我们,鑫邦源特钢有限公司将继续努力,在 山西大同GB/T8163-2018 流体管领域发光发热!



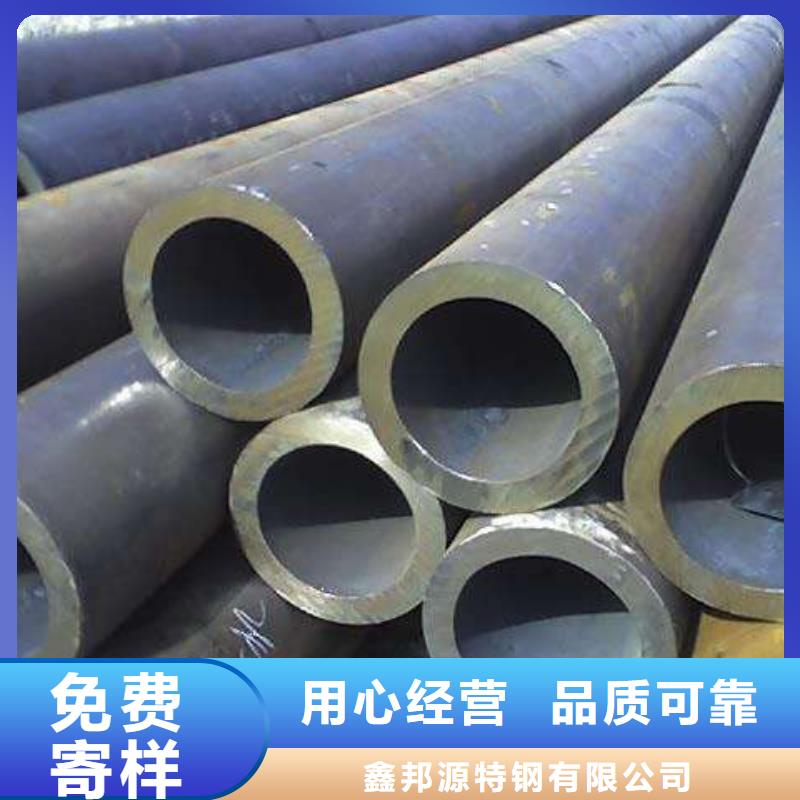
15CrMoG合金管,不仅15CrMoG合金管保温性好,而且15CrMoG合金管的导热性也比较好,主要因为15CrMoG合金管原材料里面含有一种氯化钾,这种化学物质有很好的导热和保暖性,能够帮助15CrMoG合金管导热。同时整个15CrMoG合金管里面多半是铜线组成的。大家都知道铜的导热性比较好。那么15CrMoG合金管是如何进行导热的呢?
15CrMoG合金管作为连接管在管路热保持方面具有更优良的特性。众所周知,空调连接管中流动是制冷剂,管外层都要包裹厚厚的保温棉,目的是减少管内制冷剂与外界环境的换热以提高系统能效。15CrMoG合金管的热传导率只有普通铜管的一半,即Hylif合金管相对更难以散热,可以保持制冷剂的过冷度,减少其散发,降低蒸发器内部制冷剂热干度,提高机组的制冷量或制热量针对抗导热方面,许多人对铜管代替工作持有担心,但是15CrMoG合金管的出现,了大部分人的疑虑,只因15CrMoG合金管表现出的卓越的抵抗导热的能力。
15CrMoG合金管作为连接管在管路热保持方面具有更优良的特性。众所周知,空调连接管中流动是制冷剂,管外层都要包裹厚厚的保温棉,目的是减少管内制冷剂与外界环境的换热以提高系统能效。15CrMoG合金管的热传导率只有普通铜管的一半,即Hylif合金管相对更难以散热,可以保持制冷剂的过冷度,减少其散发,降低蒸发器内部制冷剂热干度,提高机组的制冷量或制热量针对抗导热方面,许多人对铜管代替工作持有担心,但是15CrMoG合金管的出现,了大部分人的疑虑,只因15CrMoG合金管表现出的卓越的抵抗导热的能力。



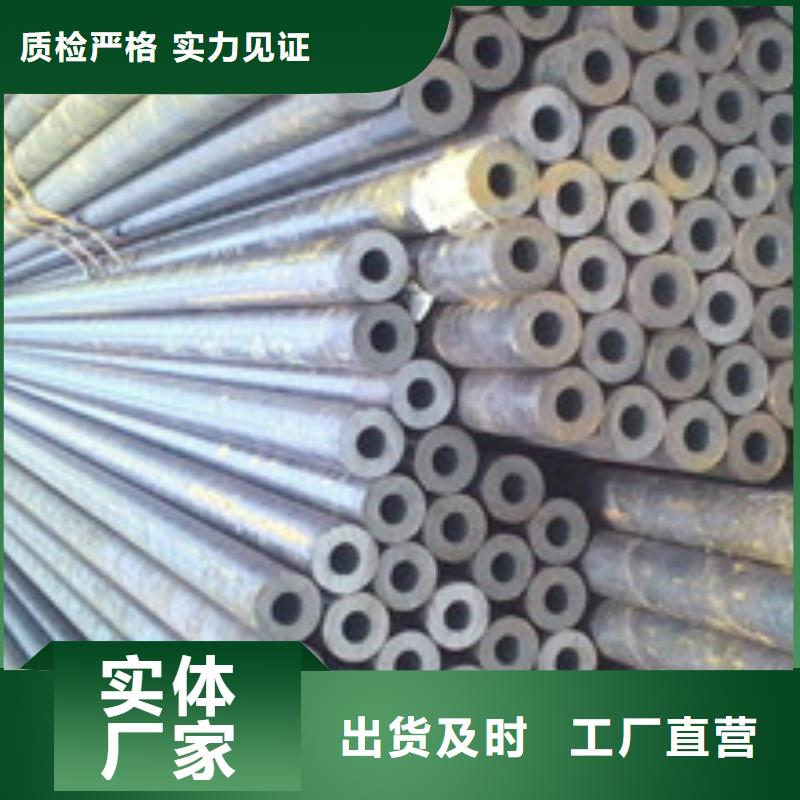
高压合金管中的压力损失分为两类,一类是油液沿等直径高压合金管直管流动时所产生的压力损失,称之为沿程压力损失。这类压力损失是由高压合金管流动时的内、外摩擦力所引起的另一类是油液流经局部障碍(如弯头、接头、管道截面突然扩大或收缩)时,由于液流的方向和速度的突然变化,局部形成旋涡引起油液质点间。
以及质点与固体壁面间相互碰撞和剧烈摩擦而产生的压力损失称之为局部压力损失。压力损失过大也就是高压合金管中功率损耗的增加,这将导致油液发热加剧,泄漏量增加,效率下降和高压合金管性能变坏。高压合金管技术中,研究阻力的目为了正确计算高压合金管中的阻力为了找出减少流动阻力的途径;为了利用阻力所形成的压差来控制某些高压合金管元件的动作。
以及质点与固体壁面间相互碰撞和剧烈摩擦而产生的压力损失称之为局部压力损失。压力损失过大也就是高压合金管中功率损耗的增加,这将导致油液发热加剧,泄漏量增加,效率下降和高压合金管性能变坏。高压合金管技术中,研究阻力的目为了正确计算高压合金管中的阻力为了找出减少流动阻力的途径;为了利用阻力所形成的压差来控制某些高压合金管元件的动作。


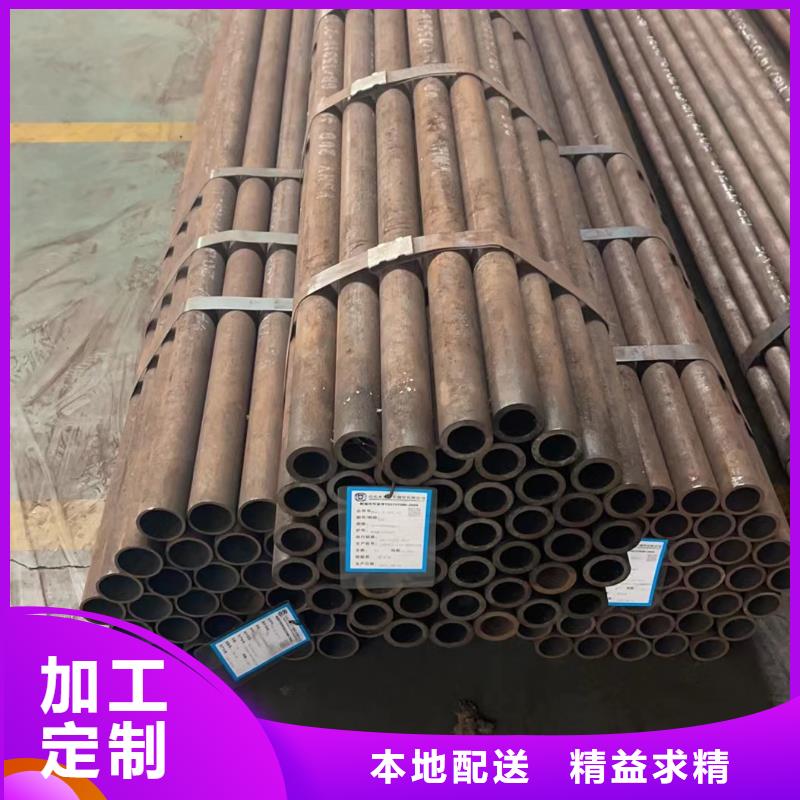
高压合金管开始应用到油井中不是 两天了,大家都知道油井对钢管的要求比较高,不仅要耐腐蚀,还要密封性好。我们高压合金管就很符合这种要求,自从高压合金管投入到油井中使用以来,几乎没有出现过高压合金管故障。并且随着高压合金管自身质量和生产技术的提高,高压合金管进一步在油井需要中站稳地位。那么高压合金管为什么这么受油井青睐呢?
目前在石油钻探和开来中使用的管子都是高压合金管美国活性金属公司与精密管技术公司合办了钛管技术公司,生产一种大口径高压合金管.这种以Ti-3A 12.5V合金为材料的管子,口径为650mm壁厚2225mm长度为350m.包括以下步骤:冶炼:采用海绵钛,选 用真空自耗电弧炉熔炼三次,锻造制Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф15216mm毛管;轧制。
采用Assel机组轧制减壁,减壁率为40%得Ф1529.52mm高压合金管;减径:将上述高压合金管进再加热炉加热重新加热,然后经十四架减径机减径,减 径率为41.5%得到成品高压合金管;热处穿孔后的1Cr5Mo合金管高压合金管经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热 工艺,保证坯子内外温度均匀一致。减少高温段保温时间,解决了由于温降造成的减径机轧制力过高的问题。可生产外径88-90mm壁厚9-10mm内表 面清洁,无裂纹的中厚壁高压合金管油井管。
目前在石油钻探和开来中使用的管子都是高压合金管美国活性金属公司与精密管技术公司合办了钛管技术公司,生产一种大口径高压合金管.这种以Ti-3A 12.5V合金为材料的管子,口径为650mm壁厚2225mm长度为350m.包括以下步骤:冶炼:采用海绵钛,选 用真空自耗电弧炉熔炼三次,锻造制Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф15216mm毛管;轧制。
采用Assel机组轧制减壁,减壁率为40%得Ф1529.52mm高压合金管;减径:将上述高压合金管进再加热炉加热重新加热,然后经十四架减径机减径,减 径率为41.5%得到成品高压合金管;热处穿孔后的1Cr5Mo合金管高压合金管经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热 工艺,保证坯子内外温度均匀一致。减少高温段保温时间,解决了由于温降造成的减径机轧制力过高的问题。可生产外径88-90mm壁厚9-10mm内表 面清洁,无裂纹的中厚壁高压合金管油井管。

