

产品详细介绍
四川20#六角管解决方案 <四川>金帝钢管
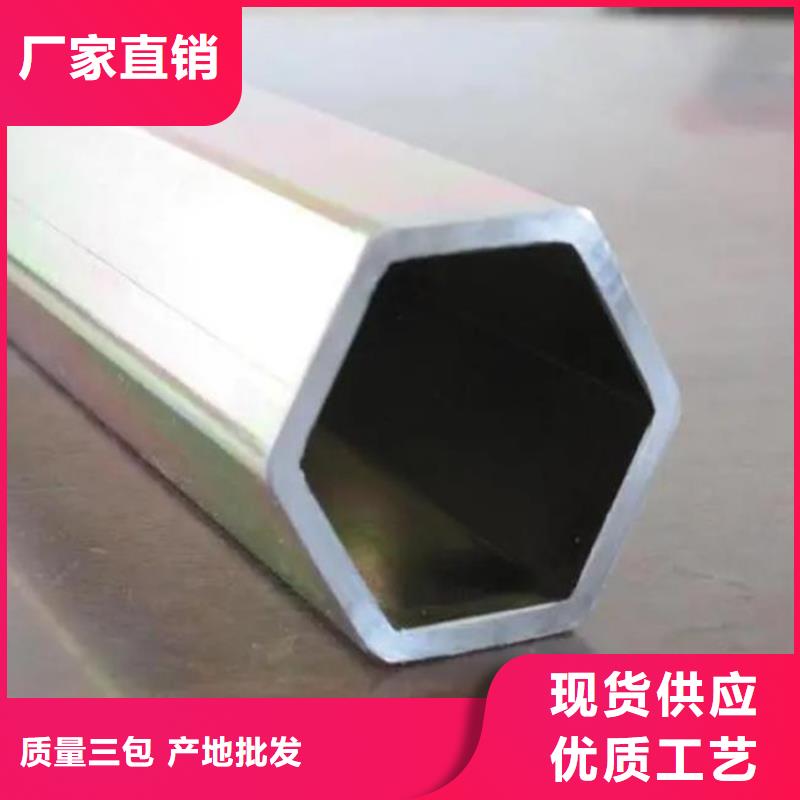
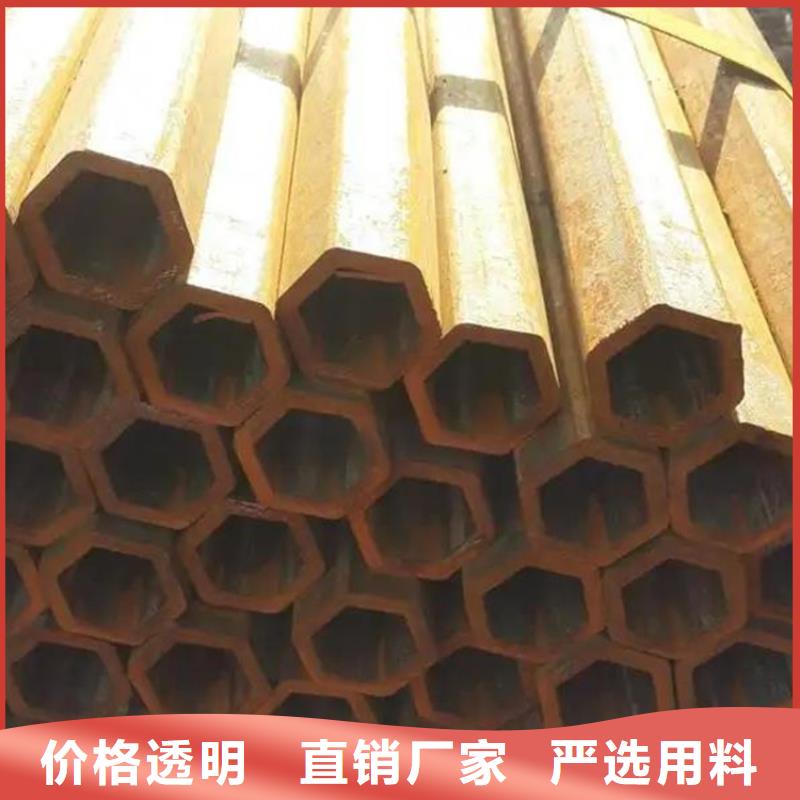
六角管是用铸钢件或实芯精轧管经破孔做成毛管,随后经热扎、冷扎或冷拨做成。六角钢管激光切割的方式有很多种。下边为大家详细介绍普遍的三种大口径激光切割方式。 1、应用数控锯床。数控锯床的特性是创口整齐便捷与施工现场电焊焊接,缺陷是率太低,也就是很慢。 2、应用人力气激光切割。特性是快,率,缺陷是割出口处的表层展现锯齿状样子,妨碍与工程施工。 3、应用管路自走式自动切割机。应用管路自走式自动切割机的特性是花费便宜,割出口处光洁整齐,历经应用管路自走式自动切割机激光切割之后无缝六角钢管的不锈钢板六角钢管和应用数控锯床的割口沒有很大的差别。


六角管的亮度决定着其品质的高低。这其中的影响因素较多,今天我们先来说说需要注意的五点退火因素: 1、退火气氛 六角钢管退火一般都是采用纯氢作为退火气氛,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是不能含有过多氧气、水汽; 2、保护气压力 为了防止出现微漏,炉内保护气应保持一定的正压,如果是氢气保护气,一般要求20kBar以上; 3、退火温度 六角管热处理一般是采取固溶热处理,温度范围为1040~1120℃。你也可以通过退火炉观察孔观察,退火区的六角钢管应为白炽状态,但没出现软化; 4、炉内水汽 一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干。二是进炉的不锈钢管是否残留过多水渍,特别是异型管上面有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了; 5、炉体密封性 光亮退火炉应是封闭的,与外界空气隔绝。采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气。其中容易跑气的地方是退火炉进异型管和出异型管的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
在六角钢管生产过程中,只要进行焊接,六角管表面就会产生应力和变形,只是程度不同罢了。六角钢管在焊接过程中产生的焊接应力和各种变形,往往使焊接产品质量下降,甚至造成裂纹。焊接变形造成焊件尺寸,形状的变化,这种变化超过一定的数值后,可能无法与其他六角钢管连接或没有足够的加工余量无法进行切削加工。 六角钢管的表面应力,当材料在外力作用下不能产生位移时,它的几何形状和尺寸将发生变化,这种形变就称为应变。材料发生形变时其内部产生了大小相等但方向相反的反作用力抵抗外力,把分布内力在一点的集度称为应力,应力与微面积的乘积即为内力,或物体由于外因(受力、温度变化等)而变形时,在物体内各部分之间产生相互作用的内力,以抵抗这种外因的作用,并力图使物体从变形后的位置回复到变形前的位置。 从力学角度来讲,变形是指结构(或其一部分)形状的改变。任何结构都是由可变形固体材料组成,在外力作用下将会产生变形和位移。


如何处理不锈钢六角管表面的彩色焊点?您遇到过这 样的问题吗? 我们可以尝试在侧面进行点焊或在表面进行全焊斜角。不要看点焊,而要隐藏焊接点, 这对于加工师傅不是很困难。 焊点上覆盖有装饰性零件。点焊后,使用装饰盖或装饰部件覆盖焊点并屏蔽焊点。需 要购买额外的装饰零件,但可以更好地改善彩色不锈钢管产品的风格。无焊料组装。 与连接器连接,无需点焊进行组装,直接锁定螺钉并拉铆。这可能很麻烦。打孔或激 光切割。直接通过管道,并在底部发现一些焊缝,并且看不到焊接点。
四川20#六角管解决方案