





观看我们的产品视频,就像打开了一扇通往精密钢管-20#精密钢管今年新款产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
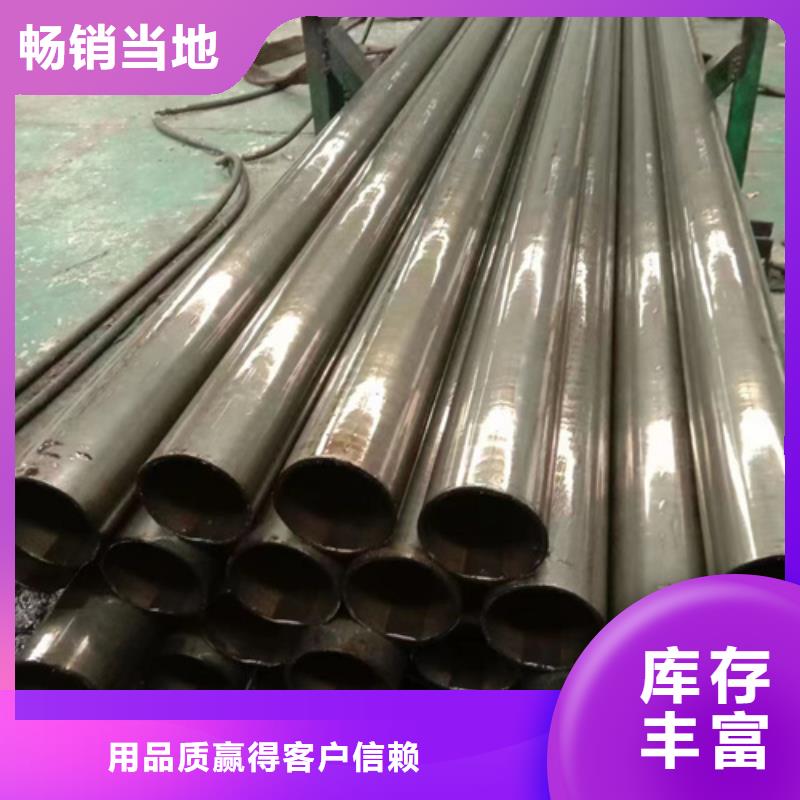
以下是:精密钢管-20#精密钢管今年新款的图文介绍

精密钢管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗钝化磷化皂化——修磨——润滑风干——冷轧——去油——切头——检验——标识——成品包装
精密钢管特点:
1.外径更小。
2.精度高可做小批量生产。
3.冷轧成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
精密钢管计算公式::[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
前奏
真空退火优质弹簧钢、工具钢、精密钢管的丝材,不锈钢制品及钛合金材,作光亮退火均可采用真空处理。退火温度愈低,则要求真空度愈高。为防止铬的蒸发及加速热传导,一般采用载气加热(保温)法,并注意对不锈钢和钛合金不宜用氮而应采用氩气。
管坯——检验——剥皮——检验——加热——穿孔——酸洗钝化磷化皂化——修磨——润滑风干——冷轧——去油——切头——检验——标识——成品包装
精密钢管特点:
1.外径更小。
2.精度高可做小批量生产。
3.冷轧成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
精密钢管计算公式::[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
前奏
真空退火优质弹簧钢、工具钢、精密钢管的丝材,不锈钢制品及钛合金材,作光亮退火均可采用真空处理。退火温度愈低,则要求真空度愈高。为防止铬的蒸发及加速热传导,一般采用载气加热(保温)法,并注意对不锈钢和钛合金不宜用氮而应采用氩气。


精密无缝钢管有着较高的精密度,所以更有着非常好的综合性能。当精密钢管经过热处理之后精密钢管可以适用于很多不同的工作环境。精密无缝钢管也有着较好的防腐性,这也使得它可以用来制作各种压力容器的零件。精密钢管与普通的钢管相比,有着更加小的精密钢管外径。也因为其精度非常高,因而可以用来作小批量的生产。金属的密度也比较高。这些都是精密无缝钢管的优势所在
在大多数的人潜意识里认为精密钢管因为其的地是不会生锈的。说实话,精密钢管的耐腐蚀性能是非常的好,所以他的性价比也比较高,因为他的表层有一层渡化膜,能够减少被氧化的可能性。
但是由于人们对于精密钢管过度的放任,对精密钢管的保养不会在意。 但是精密钢管的表明渡化膜中耐腐蚀性比较弱的部分会因为自激反应形成点腐蚀反应,,生产小小的孔,会和接近的氯离子容成很强的腐蚀性的溶液,加快腐蚀的速度。再加上不锈钢内部的晶间腐蚀开裂,都会对不锈钢板的表面的渡化膜进行破坏。因此,对精密钢管的表层要进行一定层次的清洁保养,来更好的延长精密钢管的使用寿命。
在大多数的人潜意识里认为精密钢管因为其的地是不会生锈的。说实话,精密钢管的耐腐蚀性能是非常的好,所以他的性价比也比较高,因为他的表层有一层渡化膜,能够减少被氧化的可能性。
但是由于人们对于精密钢管过度的放任,对精密钢管的保养不会在意。 但是精密钢管的表明渡化膜中耐腐蚀性比较弱的部分会因为自激反应形成点腐蚀反应,,生产小小的孔,会和接近的氯离子容成很强的腐蚀性的溶液,加快腐蚀的速度。再加上不锈钢内部的晶间腐蚀开裂,都会对不锈钢板的表面的渡化膜进行破坏。因此,对精密钢管的表层要进行一定层次的清洁保养,来更好的延长精密钢管的使用寿命。



通圆钢管制造有限公司是 新疆伊犁精密管行业中的前排企业,品种主要有: 新疆伊犁精密管。“重质量,讲信誉,奉顾客为上帝”是我们的企业宗旨;“贴心服务,创造高质量的办公环境”是我们的永恒追求!本公司始终坚持以人为本,科技创新的主导思想,不断引进技术人才和管理人才,以质取胜,以诚取信,依靠精良的技术力量,科学的管理模式,完善的服务体系,欢迎各界朋友莅临参观、指导和业务洽谈。


20#、45#、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。

